H?zl? cevap. Kum 3D Bask? Pazar?, 2026'ya Kadar Dijital ve Esnek üretim Talebine Ba?l? Olarak Geni?lemeyi H?zland?racak. Teknoloji ?u yollarla geli?tirilmi?tirKal?ps?z kal?plamaKarma??k d?kümlerin geli?tirme d?ngüsünü aylardan haftalara indirmi? ve maliyetleri 70%'ye kadar dü?ürmü?tür ve havac?l?k, üst düzey otomotiv ve di?er alanlarda h?zl? prototipleme ve dü?ük hacimli üretim i?in temel bir ??züm haline gelmektedir.
?nemli ??kar?mlar
- D?nü?ümsel temel itici gü?leri?in pazar?oklu türler, kü?ük parti, h?zl? yan?tSekt?rün talepleri, d?küm endüstrisini esnekle?me ve dijitalle?meye ge?meye zorluyor.
- teknolojik süreksizlik::Ba?lay?c? püskürtme teknolojisi Fiziksel kal?plar?n ortadan kald?r?lmas? ve "tasar?m verilerinin kal?ba" do?rudan uygulanmas?, süre? yenili?inin alt?nda yatan mant?kt?r.
- Net yat?r?m getirisiKarma??k prototipleme senaryolar?nda, teknoloji tek bir geli?tirmenin maliyetini milyonlarca dolardan 100.000 dolar?n alt?na dü?ürebilir ve geri ?deme süresi2-3 y?l.
- Pazar penceresi: 2026'ya kadar olan d?nem, teknoloji yerle?iminin tamamlanmas?, kapasite ve deneyim avantajlar?n?n olu?turulmas? i?in kritik bir a?amad?r.
Pazar panoramas?: dijitalle?me ve esnek d?nü?ümün ka??n?lmazl???
D?küm endüstrisindeki mevcut sorun tek bir segmentin verimlili?i de?il, tüm üretim paradigmas? ile pazar talebi aras?ndaki yap?sal uyumsuzluktur. Geri d?nü?ü olmayan ü? e?ilim g?zlemliyoruz:
1. K?salt?lm?? ürün ya?am d?ngüsü: ?zellikle otomotiv ve üst düzey ekipman alanlar?nda ürün yineleme h?z? ge?mi?te 5-7 y?l iken 2-3 y?la kadar k?salm??t?r. Geleneksel kal?p geli?tirme (zaman al?c?)3-4 ayMaliyet1-2 milyon dolar) dayan?lmaz hale gelmi?tir.
2. Ki?iselle?tirme ve hafifletmeye y?nelik talep patl?yorYeni enerji ara?lar? i?in entegre bas?n?l? d?küm, havac?l?k ve uzay i?in karma??k i? yolluk bile?enleri ve sanat eserleri i?in benzersiz ?ekiller, bu tasar?mlar i?in ?nemlidir.?? bo?luklar, ince duvarl?, ?ekilli so?utma kanallar?Bunun ger?ekle?tirilmesi son derece zordur ve geleneksel kal?p yap?m y?ntemleriyle ekonomik olarak ger?ekle?tirilemez.
3. Tedarik zinciri esneklik gereksinimleri: Jeopolitik ve maliyet bask?lar?, üreticileri daha k?sa, daha kontrol edilebilir yerel tedarik zincirleri aramaya itiyor. Tasar?m de?i?ikliklerine h?zla yan?t verebilen ve offshore kal?p i?lemeye ihtiya? duymayan dijital yerel üretim yetenekleri büyük de?er ta??maktad?r.
Kum 3D bask?, ?zellikleBinder Jetting TeknolojisiBu, s?z konusu zorluklara y?nelik bir "ne?ter" ??zümüdür. Sadece manuel modellemenin yerine ge?mez, daha ziyade temel bir ??zümdür.Yeniden yap?land?r?lm?? üretim süre?leri::
* Süre? Kar??la?t?rmas?::
| halka ?eklindeki halka | Geleneksel D?küm Süreci | Kum 3D bask?ya dayal? dijitalle?tirme süreci |
|---|---|---|
| ?ekirdek yol | 3D tasar?m → metal/ah?ap kal?plama → kal?plama (el/makine) → kutu i?inde d?küm | 3D tasar?m → kal?b?n/?ekirde?in do?rudan bask?s? → kutuya d?küm |
| zaman d?ngüsü | Haftalar ila aylar | Günler ila 2 hafta (ilk makale) |
| De?i?iklik maliyetleri | Modifiye etmek veya yeniden kal?plamak maliyetli olabilir | CAD modellerini s?f?ra yak?n marjinal maliyetle de?i?tirin |
| (matematik.) geometrik karma??kl?k | Kal?p ??karma gibi süre? s?n?rlamalar?na tabidir | Neredeyse s?n?rs?z, negatif a??l?, ?ekilli orifisler üretilebilir |
Temel ?tici Gü?: Sekt?r Uygulama Talebinin Derinlemesine Analizi
Teknolojinin popülerli?i her zaman pratik ihtiya?lar taraf?ndan y?nlendirilir. Kum 3D bask? bir?ok alanda "iste?e ba?l?" olmaktan ??k?p "zorunlu" hale gelmi?tir:
* Havac?l?k ve AskeriBu, teknoloji do?rulamas? i?in "yüksek zemin "dir. Talep ?unlara odaklanm??t?rYüksek s?cakl?k ala??mlar?, titanyum ala??mlar?ve di?er i?lenmesi zor malzemeler, ?rne?inTek par?a, kü?ük partiMotor kanatlar?, magazinler, uydu ba?lant?lar? gibi karma??k bile?enler. Hassasiyet i?in (genellikle gereklidir)±0,3 mmi?inde) ve kum mukavemeti gereksinimleri son derece yüksektir. A?a??dakiler gibi ?nde gelen yerli ?irketlerLongyuan AFS Endüstriyel s?n?f bask? alan?ndaki yakla??k 30 y?ll?k deneyimine dayanarak, bu alanda ?ok say?da ba?ar?l? vaka biriktirmi?tir.
* Otomobiller (?zellikle yeni enerji ve premium markalar): Temel itici gü?ler ?unlard?rH?zl? prototipleme ve hafifletme. Prototip do?rulama ve motor blo?u silindir kafas?, ?anz?man muhafazas?, akü kutusu braketi vb. kü?ük seri üretimi i?in kullan?l?r, bu da tezgah testinin d?ngü süresini ilerletebilir.2-3 ay. ?rne?in, a?a??dakileri kullanarak3DPTEK-J SerisiEkipman taraf?ndan bas?lan kum deseni, bir?ok yerli ana ak?m otomobil i?letmesinin Ar-Ge merkezlerinde yayg?n olarak kullan?lm?? ve tek tekerlekli prototiplerin geli?tirme maliyetini azaltmalar?na yard?mc? olmu?tur.70% Yukar?da.
* Pompalar, vanalar ve a??r makineler: ?htiya?larAzalt?lm?? teslim süreleri ve bireysel sipari?lere yan?t. Büyük, karma??k pompa g?vdeleri ve valf g?vdeleri genellikle büyük ekipman gerektirir. ?rne?in, kal?plama boyutlar?2500×1500×1000mm(nominal bir ifade ?eklinde kullan?l?r)3DPTEK-J2500Model, büyük pompa g?vdesi kum desenlerini bütünle?ik olarak basabiliyor, par?a par?a zahmetli üretim ve montajdan ka??n?yor ve büyük d?kümlerin teslimat güvenilirli?ini ?nemli ?l?üde art?r?yor.


* Sanat Eseri ve Kültürel Yarat?m D?küm: Talebin ?zü ?udurSanat??n?n keyfi yarat?c?l???n?n hayata ge?irilmesiDijital heykel, yetenekli kal?p??lara güvenme ihtiyac?n? ortadan kald?r?r. Dijital heykeller, karma??k dokular? ve organik formlar? mükemmel bir ?ekilde yeniden üreterek do?rudan kum modellerine d?nü?türülebilir.
G?rünüm 2026: Teknoloji Geli?imi ve Pazar Peyzaj? Tahminleri
Mevcut teknoloji yineleme h?z?na ve pazar geri bildirimlerine dayanarak, 2026 y?l?ndaki pazar hakk?nda a?a??daki de?erlendirmeleri yap?yoruz:
1. teknolojik geli?im::
* Paralel olarak büyük ?l?ekli ve yüksek h?zl? ekipman: Piyasa ayn? anda daha verimli büyük boyutlu cihazlara (?rne?in4 metrebask? platformlar?) ve h?zl? geri d?nü?e y?nelik kü?ük ila orta ?l?ekli yüksek h?zl? cihazlar. Bask? h?zlar? ?u anki seviyeden20-30 saniye/katmanGenel yükseltme.
* Malzeme sistemlerinin a??kl??? rekabetin odak noktas? haline geliyor?zel sarf malzemelerine sahip kapal? sistemler avantajlar?n? giderek kaybedecektir. ?ok ?e?itli re?ineler ve farkl? partikül boyutlar? ile uyumludur (?rn.70/140 mesh, 100/200 mesh) silis kumu, inci kumuA??k Malzeme Platformu?rne?in.3DPTEKBenimsenen strateji, kullan?c?lara daha iyi maliyet kontrolü ve süre? esnekli?i sa?layacakt?r.
* Entegrasyon ve Otomasyon::Otomatik kum temizleme, kal?plama silindiri transferi, ?evrimi?i denetimSon i?lem birimi, insans?z ve sürekli üretime do?ru ger?ek bir ad?m olan "Bask? - Kum Temizleme - Kurutma" i?in tek elden bir ??züm olu?turmak üzere bask? ana bilgisayar?na derinlemesine entegre edilecektir.
2. pazar manzarasi::
* "Pilot" uygulamadan "üretim" penetrasyonuna kadar uygulama derinli?i: 2026 y?l?nda, do?rudan u? par?a üretimi i?in kullan?lan teknolojinin oran?, ?zellikle a?a??daki partilerde ?nemli ?l?üde artacakt?rOnlarca ila yüzlerce par?aB?lümlere ay?rma
* B?lgesel üretim A?lar?n?n Yükseli?i: Güvenin3DPTEK"Ulusal Da??t?lm?? Ak?ll? üretim Bulut Hizmet Platformu" modelinin in?as? gibi i?letmeler, üretim kapasitesinin ve yak?ndaki hizmetlerin bulut planlamas?n? sa?lamak ve b?lgesel d?küm tedarik zincirini yeniden ?ekillendirmek i?in daha yayg?n hale gelecektir.
* Paran?n kar??l??? bask?n karar verme fakt?rü haline geliyor: Yerli ekipman üreticileri temel bile?enlerde (?rn. yaz?c? kafas? kontrolü, yaz?l?m algoritmalar?) at?l?mlar yapt?k?aYüksek kararl?l?k, a??k sistem, yerelle?tirilmi? hizmetYerli markalar?n pazar pay? geni?lemeye devam edecek ve kullan?c?lara geleneksel ithal ekipmanlara g?re daha k?sa bir yat?r?m geri d?nü? d?ngüsü sa?layacakt?r.
bir karara varmak: Art?k kum 3D bask?ya olan "ihtiyac?" tart??man?n zaman? de?il.Yükseltme i?in do?ru yol nas?l se?ilir2024-2026, i?letmelerin dijital d?küm kabiliyeti olu?turmas? ve gelecekteki pazarda yüksek zemini ele ge?irmesi i?in kilit yat?r?m d?nemidir. Beklemenin maliyeti, erken yerle?im riskinden ?ok daha yüksek olacakt?r.
5 temel g?sterge derinlemesine s?kme: kum 3D yaz?c?n?n ger?ek performans?n? okuyun
Pazar trendlerini ve d?nü?ümün ka??n?lmazl???n? anlad?ktan sonra, bir sonraki ?nemli ad?m pazarlama jargonunu a?mak ve ekipman?n ger?ek yeteneklerini mühendislik perspektifinden de?erlendirmektir. Bir se?im yapmakKum 3D Yaz?c?esasen bir dizi se?erekDijital üretim sistemleriPerformans? hi?bir zaman tek bir parametre ile ?zetlenemez. Performans? asla tek bir parametre ile ?zetlenemez, ancak a?a??daki birbiriyle ili?kili be? temel g?sterge ile tan?mlan?r. Analizlerimiz uzun vadeli saha testlerine ve üretim verilerine dayanmaktad?r.
1. Bask? do?rulu?u ve yüzey kalitesi: kum kal?ptan d?küme do?rulu?un aktar?lmas?
Bu, bir d?kümün "d?külebilir" olmaktan ziyade "kullan?labilir" olup olmad???n?n birincil g?stergesidir. ?unlar aras?nda bir ayr?m yap?lmal?d?rBask? Do?rulu?uile birlikteNihai d?küm hassasiyeti.
Kum bask? do?rulu?unun analizi::
Boyutsal toleranslar: Genellikle "±0,3 mm (≤300 mm)" olarak ifade edilir. Bu ?u anlama gelirKumun kendisikontrollü bir ortamda boyutsal sapmalar. ?rne?in3DPTEK-J1800Teknik ??zümde bu hassasiyet, kapal? d?ngü kontrol sistemine sahip yüksek hassasiyetli lineer motorlar ile elde edilir. Boyut artt?k?a toleranslar?n gev?edi?ini ve oransal g?sterimli makinelerin (?rn. 0,1%) daha büyük par?alar i?in daha uygun oldu?unu belirtmek ?nemlidir.
Minimum duvar kal?nl??? / ?zellik boyutu: Bu, makinenin karma??k ince duvarl? kum ma?alar? veya ince yolluklar? basma kabiliyetini do?rudan belirler. Bu yetenek ?u ?ekilde belirlenirYaz?c? Kafas? ??zünürlü?ü (DPI) ?ark? s?yleyerek kar??l?k verinKum tabakas?n?n kal?nl???0,25-0,3 mm katman kal?nl??? ile birlikte 400 DPI yaz?c? kafas? tipik olarak3-5 mmSabit minimum duvar kal?nl???
yüzey pürüzlülü?ü: Kum yüzeyinin pürüzlülü?ü (Ra de?eri), kum temizleme zorlu?unu ve d?kümlerin yüzey kalitesini do?rudan etkiler. Esas olarak kum tane boyutu (?rne?in 100/200 mesh, 70/140 mesh'den daha incedir) ve ba?lay?c? penetrasyon kontrol teknolojisi ile belirlenir. Mükemmel ekipman taraf?ndan bas?lan kum kal?b?n yüzeyinin homojenli?i yakla??k Ra 12.5μm'ye ula?abilir, bu da refrakter kaplamalar?n daha sonra uygulanmas? i?in iyi bir temel sa?lar.
D?kümler ve ?l?ümler üzerindeki etkiler::
Hassasiyet kayb? zinciri: Kum kal?b? do?rulu?u → (kaplama tabakas? kal?nl??? hatas?) → (metal kat?la?ma büzülmesi) → d?küm do?rulu?u. Bu nedenle, yüksek hassasiyetli bir kum kal?b?, yüksek kaliteli d?kümlerin anahtar?d?r.gerekli ancak yetersiz ko?ul (matematik).
?l?üm standard?: kullan?lmal?d?r3D taray?c?belkiBüyük ?l?ekli Koordinat ?l?üm Makinesi (CMM) Bas?l? kum modelinin temel konumland?rma boyutlar? ve duvar kal?nl??? incelenir ve kromatografik bir sapma raporu olu?turmak i?in orijinal CAD modeliyle kar??la?t?r?l?r. Kaliper ?l?ümleri tek ba??na tam olarak de?erlendirilemez.
2. Bina kutusu boyutu ve verimlilik: daha büyük daha iyi de?ildir
Yap? kutusu boyutu (kal?plama boyutu) se?imi, yat?r?m verimlili?i ve üretim esnekli?i ile do?rudan ili?kili olan dengeleyici bir eylemdir.
Se?im Stratejisi Matrisi::
| üreti?m i?hti?yaci | ?nerilen Yap? Kutusu Boyutland?rma Stratejileri | Temel hususlar |
|---|---|---|
| Büyük tekli d?kümler (?rn. tak?m tezgah? tabanlar?, büyük pompa g?vdeleri) | Par?an?n maksimum konturuna e?it veya biraz daha büyük bir boyut se?in. ?rne?in, yakla??k 2 metrelik bir pompa g?vdesi üretmek i?in 3DPTEK-J2500 (2500 x 1500 x 1000 mm) gibi bir makine dü?ünülmelidir. | Tek seferlik yekpare kal?plama sa?layarak yar?lma ve ekleme nedeniyle olu?an hassasiyet kayb? ve mukavemet riskini ?nler. |
| Kü?ük parti, ?oklu türler (?rn. motor denemesi, ?oklu valf g?vdeleri) | Orta boyutta bir yap? kutusu se?in (?rn. 1000-1800 mm uzun kenar) ve birden fazla par?an?n i? i?e yazd?r?lmas?n? sa?lamak i?in yükseklik y?nünü (Z ekseni) kullan?n. | Tek bir ge?i?te bas?lan par?a say?s?n? en üst düzeye ??kararak tek bir kum deseni basman?n maliyetini ve süresini azalt?r. Maksimum ekipman kullan?m?. |
| Büyük boy ve normal boy kar???m? | "Bir büyük, bir kü?ük" veya "bir orta, bir büyük" ekipman kombinasyonlar?n? dü?ünün. | Optimum yat?r?m portf?yünü ger?ekle?tirmek amac?yla, h?zl? geri d?nü?lü Ar-Ge par?alar?yla ba?a ??kmak i?in kü?ük makineler ve büyük par?alar?n üretim kapasitesini korumak i?in büyük makineler kullan?n. |
Temel Bilgiler: Building Boxes foretkin kullan?mNominal boyuttan daha ?nemlidir. Cihaz?n i? yap?s?, otomatik ?ok par?al? yerle?tirme kolayl??? ve yaz?l?m yerle?tirme algoritmalar?n?n zekas? a??s?ndan de?erlendirilmelidir.
3. Malzeme sistemleri ve uyumluluk: maliyet kontrolü ve süre? esnekli?inin can damar?
A??k bir malzeme sistemi, "sarf malzemesi ba?lanmas?ndan" ka??nman?n ve uzun vadeli maliyet optimizasyonu sa?laman?n anahtar?d?r. Makinenin farkl? kum malzemeleri ve ba?lay?c?larla uyumlulu?u temel bir husus olmal?d?r.
Ana malzeme ?zellikleri ve ekipman uygunlu?u::
- Silika kumu (kuvars kumu): En yayg?n kullan?lan ve en dü?ük maliyetli (yakla??k 600-800 RMB/ton). Bununla birlikte, ekipman üzerinde yüksek homojenlikte kum yay?lmas?n? gerektirir ve ak??kanl?ktaki farkl?l?k tabakan?n kalitesini etkileyecektir.a??k sistemKullan?c?lar?n d?küm gereksinimlerine g?re farkl? a? boyutlar? se?mesine izin verin (?rne?in, s?radan par?alar i?in 70/140 a?, yüksek yüzey gereksinimleri olan par?alar i?in 100/200 a?).
- Baobab Kumu (Seramik Kumu): Küresel par?ac?klar, mükemmel ak??kanl?k, bask?l? kum yüzeyi daha cilal?, daha iyi termal stabilite, yüksek ala??ml? ?elik, büyük d?kümler i?in uygundur. Ancak fiyat? silis kumunun 3-5 kat?d?r. Ekipman?n farkl? paketleme yo?unlu?una ve ba?lanma ?zelliklerine uyum sa?layabilmesi gerekir.
- kaplamal? kum: Genellikle termal bask? i?in kullan?lan, re?ine ile ?nceden kaplanm?? kum malzemesi. Ba?lay?c? püskürtme ekipman?nda, ?zelSo?uk ?ekirdekli kutu re?inesiSistem. Ekipman tedarik?isi onaylanm?? bir proses parametre paketi sa?layacakt?r.
Cilt uyumlulu?u::
- Temel yarg?lar: Ekipman sadece orijinal üretici taraf?ndan belirtilen ?zel ba?lay?c?larla kullan?labilir mi? Yoksa ana ak?m pazar ile uyumlu mu?Furan re?inesi, fenolik re?ineHattainorganik ba?lay?c?(?evresel e?ilimler)?
- Ekonomik etki: A??k sistem, kullan?c?lar?n birden fazla tedarik?iden re?ine sat?n almas?na olanak tan?yarak piyasa rekabeti yoluyla malzeme maliyetlerini dü?ürür. ?rne?in.3DPTEKEkipman, kullan?c?y? spesifikasyonlar? kar??layan ü?üncü taraf re?ineleri kullanma konusunda destekler ve bu da tek ba??na büyük d?kümhaneler i?in sarf malzemesi maliyetlerinde ?nemli y?ll?k tasarruflar sa?layabilir.
4. Bask? h?z? ve kapasitesi: ger?ek ??kt?lar i?in "katman süresinin" ?tesine bakmak
Sat?c?lar genellikle "XX saniye/katman" reklam?n? yaparlar, ancakkatman kal?nl????ark? s?yleyerek kar??l?k verinYap? kutusu kullan?m?H?z hakk?nda konu?man?n bir anlam? yoktur. Ger?ek kapasite a?a??dakiler a??s?ndan ?l?ülmelidirSaat ba??na litre (L/h) belkiSaat ba??na kilogram (kg/h) (nominal bir ifade ?eklinde kullan?l?r)Etkin kal?plama hacmi oran??l?mek i?in.
Parametre derinlik korelasyonu::
* katman kal?nl???: Katman kal?nl???n?n art?r?lmas? (?rne?in 0,25 mm'den 0,35 mm'ye) toplam katman say?s?n? ?nemli ?l?üde azalt?r ve bask? süresini k?salt?r, ancak Z ekseni do?rulu?u ve yüzey ad?m? etkileri pahas?na. üstün ekipman a?a??dakileri sa?lar0,2-0,5 mmAral?k i?indeki par?a gereksinimlerine g?re esnek ayarlama.
* Kum serpme ve püskürtme h?z?Her ikisinin de birlikte optimize edilmesi gerekir. Yüksek h?zl? z?mparalama, yüksek h?zl? tarama yaz?c? kafas? sistemiyle e?le?tirilmelidir, aksi takdirde bir darbo?az haline gelebilir. ?rne?in, birden fazla bask? kafas? ile paralel tarama kullan?m? (?rn.3DPTEK-J4000(16 yaz?c? kafas? kullanarak) h?z? art?rman?n temel yoludur.
Ger?ek Kapasite Hesaplama::
Günlük kapasite ≈ kutu hacmi × dolum oran? × (24 saat / tek kutu bas?m? ve haz?rl??? i?in toplam süre)`
Dolum oran? par?a yerle?tirme yo?unlu?una ba?l?yken, "toplam süre" bask?, z?mparalama, kum haz?rlama vb. i?lemleri i?erir. Yüksek otomasyonlu makineler (otomatik kum temizleme istasyonlar?, d?nü?ümlü ikiz silindirler ile) bask? d??? zaman? en aza indirerek genel ekipman verimlili?ini (OEE) art?r?r.
5. Ekipman güvenilirli?i: istikrarl? üretimin temeli ve gizli maliyetlerin kayna??
Bu, parametre tablolar? taraf?ndan en kolay g?zden ka??r?lan, ancak uzun vadeli operasyonel ba?ar?y? veya ba?ar?s?zl??? belirleyen metriktir. Güvenilirlik ?u ?ekilde yans?t?l?rAr?zalar Aras? Ortalama Süre (MTBF) ?ark? s?yleyerek kar??l?k verinKritik bile?en ?mrüYukar?.
Temel bile?enlerin kararl?l?k analizi::
- bask? kafas?: Endüstriyel piezo bask? kafalar? tipik olarak ?u kadar kullan?m ?mrüne sahiptir1-2 y?l(bak?m seviyesine ba?l? olarak). ?ekirdek, ekipman?nmürekkep besleme sistemiT?kanmay? ?nlemek i?in sabit bas?n?, devridaim, filtreleme ve otomatik temizleme olana??. Yaz?c? kafas? de?i?iminin yüksek maliyeti (birim ba??na on binlerce dolara kadar), sistemin yaz?c? kafas? koruma tasar?m?n? kritik hale getirmektedir.
- Z?mparalama sistemi: Kum serme i?leminin tekdüzeli?i ve tutarl?l??? tabaka kalitesinin temel ta??d?r. Titre?imli serpme mekanizmas?n?n dayan?kl?l???na ve s?y?r?c?lar?n veya silindirlerin a??nma d?ngülerine dikkat edilmesi gerekir. Sistem, yüzde 1'den daha az bir uzun vadeli serpme yo?unlu?u hatas?n? koruyabilmelidir.±1%.
- Hareket Kontrol Sistemi: Uzun süreli yüksek h?zl? ileri geri hareket alt?nda lineer motorlar?n/modüllerin ve k?lavuzlar?n do?rulu?unu koruma yetene?i. Bu do?rudan a?a??daki ekipmanlarla ilgilidir3-5 y?lFabrika do?rulu?unun a?a??dakilerden sonra hala korunup korunmad???
De?erlendirme metodolojisi::
- Ge?mi? verilere eri?imSat?c?lardan ayn? tipte ekipman sa?lamalar?n? talep etmekYerinde ?al??ma zaman? günlü?ü?ark? s?yleyerek kar??l?k verinKritik bile?en de?i?tirme günlü?ü.
- yerinde denetim: üretimdeki kullan?c?lara, ?zellikle de halihaz?rda ekipman? kullananlara ziyaretler2 y?ldan fazlastabilite, ar?za s?kl??? ve bak?m maliyetleri hakk?nda do?rudan geri bildirimlerini almak i?in tesisler.
- stres testi: Prototip testi s?ras?nda, yüksek doluluk oran?na sahip, zaman alan bir i?i sürekli olarak yazd?rmaya ?al???n ve cihaz?Uzun süreli ?s?nma durumuOperasyonel kararl?l?k ve do?ruluk tutarl?l???
bir karara varmak: Birinin de?erlendirilmesiKum 3D Bask?makine i?in bu be? g?stergeyi bir referans olarak kullanmak ?nemlidir.toplam si?stemDe?i? toku?. Yüksek hassasiyet, h?z pahas?na gelebilir ve tamamen kapal? bir malzeme sistemi, maliyet kontrolü pahas?na istikrarl? olabilir. Uzun vadeli rekabet gücü ve yat?r?m getirisi arayan d?kümhaneler i?in, a?a??daki ?zelliklere sahip bir makine se?mekDo?ruluk, verimlilik, malzeme a??kl???, güvenilirlik?kisi aras?nda en uygun mühendislik dengesine ve yeterince yerelle?tirilmi? bir servis durumuna sahip ekipman, dijital d?kümde ba?ar?ya giden ilk ad?md?r.
Küresel Marka Gücü G?sterisi: Uluslararas? Devler ve Ulusal Markalar?n Kapsaml? Bir Kar??la?t?rmas?
Teknik ?zelliklerin derinlemesine anla??lmas?ndan sonra, bu parametrelerin belirli marka ve ekipman se?imlerine d?nü?türülmesi sat?n alma kararlar? i?in belirleyici olmaktad?r. KüreselKum 3D Bask?Pazar iki ana teknoloji ekolü taraf?ndan y?netilmektedir: Almanya/ABD taraf?ndan temsil edilen yerle?ik oyuncular ve3DPTEK(SANDI Technology/Longyuan Moulding) Bu b?lümde teknoloji birikimi ve pazar stratejisi ile ?irketin fiili performans? derinlemesine analiz edilecektir. Bu b?lümde teknoloji birikimi, pazar stratejisi ve fiili mücadele performans?na ili?kin derinlemesine analizler sunulacakt?r.
1. Uluslararas? devler: teknoloji ?ncüleri ve pazar konumland?rmas?
Alman ve Amerikal? emektarlar taraf?ndan temsil edilen uluslararas? markalar, derin teknik birikim ve küreselle?mi? üst düzey pazar vakalar?n?n avantaj?yla ba?lay?c? püskürtme teknolojisinin ilk tan?mlay?c?lar?yd?.
* Teknik ?zellikler ve amiral gemisi modelleri::
* Alman: onun taraf?ndanYüksek h?zl?, geni? alanl? bask?Bu teknolojinin ?zünü benzersiz kum serpme ve tarama sistemi olu?turmaktad?r. Amiral gemisi modeli 4000 x 2000 x 1000 mm'ye kadar kal?plama boyutuna sahiptir ve ?ok büyük d?kümler (?rne?in rüzgar enerjisi, gemi bile?enleri) i?in tasarlanm??t?r. Teknoloji hatt?, üretim h?z?n? ve büyük üretim hacimlerini vurgulayarak devasa monolitik kum kal?plar?yla ba?a ??kmada bir avantaj sa?lar.
* Amerika Birle?ik Devletleri: daha ?ok odaklan?lanMalzeme Bilimi ve Süre? Kararl?l????irket, ?ok ?e?itli d?küm malzemeleri i?in ba?lay?c? formülasyonlar?n?n geli?tirilmesinde lider konumdad?r. Ekipman? dünyan?n d?rt bir yan?ndaki otomotiv ve havac?l?k Ar-Ge merkezlerinde kullan?lmakta ve proses paketlerinin olgunlu?u ve tekrarlanabilirli?i ile bilinmektedir.
* Gü?lü Y?nler ve Konumland?rma::
* kesme kenar?: üst düzey uygulamalardan (?zellikle havac?l?k ve uzay) olu?an zengin bir küresel vaka taban?na sahip markan?n uzun ge?mi?i; kapsaml? erken patentleme; ve nispeten olgun bir yaz?l?m ekosistemi (?rne?in, ana ak?m CAD / CAE ile entegrasyon).
* konumland?rma (pazarlama): Ana ankrajlarüst düzey Ar-Ge kurulu?lar?, büyük ?ok uluslu ?irketlerBüt?esi k?s?tl? olan ve markala?ma gereksinimleri yüksek olan birinci kademe kullan?c?lar?n yan? s?ra. Sunduklar? teklifler genellikle ?zel malzemeler i?erirKapal? veya yar? kapal? sistemlerBu, optimum bir süre? sa?lar, ancak kullan?c?n?n malzeme se?imindeki esnekli?i nispeten s?n?rl?d?r.
2. Ulusal markalar?n yükseli?i: teknolojik at?l?mlar ve yerelle?tirme avantajlar?
i?in3DPTEKTemsil ettikleri ulusal markalar basit teknoloji takip?ileri de?ildir. ?in'in d?küm endüstrisi ekolojisinin derinlemesine anla??lmas?na dayanmaktad?rlar.Uygun maliyetli, a??k ve esnek, derinlemesine hizmetlerFarkl?la?ma yolu.
Teknolojik at?l?mlar ve tipik modeller::
- Kendi geli?tirdi?i ?ekirdek?rne?in 3DPTEK ?rne?inde, temel yaz?l?mdan (AFSWin3DP sistemi) hareket kontrolüne ve mürekkep tedarik sistemine kadar her ?eyin kurum i?inde geli?tirilmesini sa?layarak belirli bir yukar? ak?? tedarik zincirine ba??ml?l?ktan kurtulmu?tur. Bu, ekipman?n?n yerel süre? yineleme taleplerine h?zla yan?t vermesini sa?l?yor.
- ürün Matrisi Kapsam?: ?in pazar?n?n ?ok düzeyli ihtiya?lar?na yan?t olarak net bir ürün hatt? olu?turulmu?tur:
- 3DPTEK-J1600 Pro/J1800"Workhorse" modeli piyasada kendini en ?ok kan?tlam?? modeldir: orta ?l?ekli d?kümhaneler ve Ar-Ge merkezleri i?in 1600-1800 mm kal?plama boyutunda alt?n hassasiyet (±0,3 mm), h?z ve maliyet dengesini sa?lar.
- 3DPTEK-J2500/J4000: Standart uluslararas? büyük ?l?ekli ekipman, a??r makineler, büyük pompalar ve vanalar ve di?er alanlar? kar??lamak i?inHepsi bir arada büyük boyutlu kum bask?s?Talep. Büyük ?l?ekli ekipmanlar?n verimlili?ini art?r?rken, birden fazla bask? kafas? ve otomatik kum ??karma ve aktarma sistemi ile i?birli?ine dayal? tarama yoluyla do?ruluk sa?lar.
Temel Rekabet Avantajlar?::
- Paran?z?n tam kar??l???Yerli ekipman sat?n alma maliyeti, ayn? kal?plama boyutu ve hassasiyet seviyesi i?in genellikle uluslararas? markalardan daha dü?üktür. 1/2 ila 2/3. Bu da d?kümhanelerde dijital d?nü?üm i?in ilk yat?r?m e?i?ini ?nemli ?l?üde dü?ürüyor.
- A??k malzeme sistemi: Bu stratejik bir farkt?r. Yerli ekipman genellikle ü?üncü taraf kum malzemelerinin (70/140 mesh, 100/200 mesh silis kumu, inci kumu) ve spesifikasyonlar? kar??layan re?inelerin (furan, fenolik) kullan?m?n? destekler, sarf malzemesi se?imini ve maliyet kontrolünü kullan?c?ya iade eder. Malzeme tek ba??na uzun vadeli i?letme maliyetlerini daha da azaltabilir. 20%-30%.
- Derin lokalizasyon ve h?zl? müdahale: ülke ?ap?nda da??t?lm?? üretim hizmet merkezleri a??na (?rne?in Pekin, Anhui, Zhejiang, Shandong, vb.) dayanarak, ekipman kurulumu ve süre? e?itiminden üretim deste?ine kadar her ?eyi sa?layabilir.24 saat h?zl? yerinde müdahaleBu, sürekli üretimi garanti alt?na almak i?in gereklidir. Bu, sürekli üretimi garanti alt?na almak i?in gereklidir.
- üretim do?rulamas? ekipman geli?tirmeyi besler?rne?in, 3DPTEK bir dizi dijital d?küm hizmet merkezi i?letmekte ve y?lda 2.000'den fazla prototip projesini ele almaktad?r. Bu "üretim hizmetleri" ve "ekipman üretimi" ?ift tekerlekten ?eki? modu, b?ylece ekipman i?levi do?rudan ger?ek üretim sorun noktalar?ndan güncellenir, daha pratiktir.
3. ?ok boyutlu kar??la?t?rmal? analiz
A?a??daki tablo, kamu teknik programlar?na ve sekt?r ara?t?rmalar?na dayanan verilerle, iki marka türünün temel boyutlar a??s?ndan do?rudan bir kar??la?t?rmas?n? sunmaktad?r:
| kar??la?t?rma boyutu | Uluslararas? Markalar (ABD, Almanya) | Ulusal markalar?n temsilcileri (?rnek olarak 3DPTEK) | Sat?n Alma Karar ??g?rüleri |
|---|---|---|---|
| Teknik kaynaklar | Erken ba??ms?z ara?t?rma ve geli?tirme, derin patent engelleri | Tamamen ba??ms?z ara?t?rma ve geli?tirme, yerelle?tirilmi? süre? adaptasyonuna ve temel bile?enlerdeki at?l?mlara odaklanma. | Yerli teknoloji, "tak?lma" riski olmaks?z?n ba??ms?z olarak kontrol edilmi?tir. |
| Temel parametreler (orta ?l?ekli makineler s?z konusu oldu?unda) | Do?ruluk: ±0,2-0,3 mm; katman kal?nl???: 0,28-0,3 mm | Do?ruluk: ±0,3 mm (≤300 mm); katman kal?nl???: 0,2-0,5 mm ayarlanabilir | Temel performans parametreleri boyun ve boyun olmu?tur, katman kal?nl??? ayarlanabilir aral?ktaki yerli ekipman daha esnektir. |
| Fiyat aral??? (orta ?l?ekli makineler) | Daha yüksek, milyonlarca RMB ila on milyonlarca | Daha rekabet?i, genellikle milyon ila multi-milyon dolar aral???nda | Yurti?inde üretilen ekipmanlar?n geri ?deme süresi ?nemli ?l?üde daha k?sad?r, genellikle 2-3 y?l i?indedir. |
| Malzeme sistemleri | ?o?unlukla kapal? veya yar? kapal? sistemler, tavsiye edilen veya ?zel sarf malzemelerine ba?l? | A??k sistem, piyasadaki ana ak?m kum ve re?ine ile uyumludur, kullan?c? yüksek derecede se?im ?zgürlü?üne sahiptir. | A??k sistemler, temel süre?lerinde uzmanla?mak isteyen ?irketler i?in uzun vadeli maliyet kontrolü ve süre? optimizasyonunun anahtar?d?r. |
| yaz?l?m ekolojisi | ?zel yaz?l?m, baz? uluslararas? ana ak?m endüstriyel yaz?l?mlarla iyi entegrasyon | Kendi geli?tirdi?i yaz?l?m (?rne?in AFSWin3DP), yerli tasar?mc?lar?n ?al??ma al??kanl?klar?na daha uygun, yerelle?tirilmi? formatlar ve ?zelle?tirme gereksinimleri i?in destek. | Yaz?l?m?n kullan?m kolayl???, veri i?leme yetenekleri ve mevcut tasar?m süre?leriyle arayüzü de?erlendirilmelidir. |
| Sat?? sonras? hizmet a?? | Nispeten uzun yan?t süreleri ile ülke i?i acentelere veya s?n?rl? hizmet merkezlerine ba??ml?l?k | H?zl? yerinde destek, süre? e?itimi ve yedek par?a temini i?in ülke ?ap?nda ?ok merkezli do?rudan sat?? ve servis a?? | üretim süreklili?inin sa?lanmas? i?in yerelle?tirilmi? h?zl? müdahalenin de?eri ?l?ülemez. |
| Tipik uygulama oda?? | üst düzey Ar-Ge, büyük boyutlu monobloklar, ?ok uluslu ?irketler i?in küresel standart projeler | H?zl? prototipleme, kü?ük partiler halinde esnek üretim, büyük d?kümlerin lokalizasyonu, maliyete duyarl? ?l?ek büyütme uygulamalar? | ürün karman?za, büt?enize ve yan?t verme ihtiya?lar?n?za uygun olmas? gerekir. |
Son g?rü?ler::
Uluslararas? markalar ve yerli markalar basit?e "ikame" de?il, farkl?la?t?r?lm?? bir pazar tabakala?mas? olu?turmaktad?r. Marka i?letmeler i?in dünyan?n en iyi süre? do?rulamas?, büt?e ve kat? gereksinimlerin pe?inde ko?mak i?in uluslararas? markalar hala güvenilir bir se?imdir. Bununla birlikte, ?inli d?küm ?irketlerinin büyük ?o?unlu?u i?in temel ihtiya?lar ?unlard?rUygun maliyetle istikrarl?, verimli, otonom ve kontrol edilebilir dijital üretim kapasitesi. taraf?ndan3DPTEKtaraf?ndan temsil edilen ulusal markalarA??k sistem, derinlemesine yerelle?tirilmi? servis, seri üretimde kan?tlanm?? güvenilirlik ve ?nemli fiyat/performans avantajlar??irket, pazarda ana ak?m tercih haline geldi ve endüstriyel s?n?f kum 3D bask?n?n de?er standard?n? yeniden tan?ml?yor. Ulusal bir marka se?mek yaln?zca maliyet a??s?ndan de?il, ayn? zamanda ?in üretiminin sorunlu noktalar?n? anlayan ve i?letmeyle birlikte büyüyebilen stratejik bir ortak a??s?ndan da ?nemlidir.
Gizli Maliyetlerin Ortaya ??kar?lmas?: Ekipman Tedariki ve ??letme ve Bak?m i?in Eksiksiz Bir Finansal Model
Teknik parametreler kar??la?t?r?ld?ktan ve marka analiz edildikten sonra, pragmatik bir y?netici finansal y?nlere bakmal?d?r.Kum 3D Yaz?c?Yat?r?m karar? asla tek ba??na ekipman tekliflerine dayand?r?lmamal?d?r. Bu, ger?ek maliyeti a?a??dakiler taraf?ndan belirlenen sistematik bir yat?r?md?r?lk sermaye harcamas? (CAPEX)?ark? s?yleyerek kar??l?k verinDevam eden i?letme giderleri (OPEX)Birlikte. Bunlardan herhangi birinin ihmal edilmesi beklenen yat?r?m getirisini (ROI) ge?ersiz k?labilir. Bu b?lüm size finansal analiz i?in eksiksiz bir ?er?eve sa?layacakt?r.
1. ?lk yat?r?m kontrol listesi: g?rünür ve g?rünmez CAPEX
Ekipman g?vdesinin fiyat? buzda??n?n sadece g?rünen k?sm?d?r. Hemen üretime al?nabilecek komple bir sistem i?in ilk yat?r?m en az?ndan a?a??daki bile?enlerden olu?ur:
Cihaz Ontolojisi ve ?ekirdek Yap?land?rma: yani yaz?c? ana bilgisayar?n?n fiyat?. Teklifin standart ekipman (?rne?in belirli say?da yaz?c? kafas?, temel yaz?l?m lisanslar?) i?erip i?ermedi?ini belirtmek gerekir.
Kurulum, devreye alma ve temel e?itim ücretleriEkipman?n fiyat?, makine kurulumu, tesviye, elektromekanik ba?lant?lar, temel proses parametrelerinin devreye al?nmas? ve ilk operat?r e?itimi dahil olmak üzere tipik olarak 2%-5%'dir.bir ?eye dikkat ?ekmek.: a?a??daki gibi bir ?ey se?in3DPTEKülke ?ap?nda birden fazla servis merkezine sahip bu tür markalar, uzaktan seyahat nedeniyle ortaya ??kan ek kurulum maliyetlerini etkili bir ?ekilde azaltabilir.
Temel "i?lem sonras? ekipman" yat?r?m? (genellikle hafife al?n?r)::
| son i?lem süreci | Gerekli Ekipman / ?? ?stasyonlar? | ??levsellik ve maliyet etkileri |
|---|---|---|
| temiz kum | ?zel kum giderme istasyonu / Negatif bas?n?l? kum giderme odas? | Ba?lanmam?? gev?ek kumu kal?planm?? par?alardan ??kar?n. Manuel kum giderme i?lemi son derece verimsiz ve tozludur. 3DPTEK-J2500 modeli gibi otomatik bir kum alma istasyonu, sürekli üretkenlik ve i? sa?l??? i?in ?nemli bir yat?r?md?r. |
| Kürleme / Kurutma | F?r?n veya kürleme istasyonu | Kürleme sonras?, belirli re?ine sistemlerinin kullan?ld??? veya kal?b?n mukavemetinin art?r?lmas? gereken prosesler i?in gereklidir. Makine, bas?lacak maksimum kum boyutuna uyacak ?ekilde boyutland?r?lmal?d?r. |
| Kum Kaplama | Boya kar??t?rma ve boyama istasyonu | Kum kal?plara refrakter kaplamalar?n uygulanmas?, kaliteli bir d?küm yüzeyi elde etmek i?in kritik bir ad?md?r. Boya kar??t?rma ekipmanlar?na ve kurutma alanlar?na yat?r?m yap?lmas? gerekmektedir. |
| Kum ar?tma ve geri d?nü?üm | Kum elek, kum s?cakl?k regülat?rü | Geri d?nü?türülmü? kumun elenmesi, so?utulmas? ve yeniden kullan?lmas? malzeme maliyetlerini ve bask? kalitesini do?rudan etkiler. Büyük ?l?ekli sürekli üretim i?in bu gerekli bir yat?r?md?r. |
?lk sarf malzemesi sto?u: üretime ba?lamak i?in ba?lang??ta kal?plama kumu (?rn. silis kumu, puzolanik kum) ve ba?lay?c? (furan/fenolik re?ine) sto?u sat?n al?nmal?d?r. ?rne?in orta ?l?ekli bir makine i?in ba?lang?? kum sto?u genellikle 10-20 ton ve birka? yüz kilogram re?ine gerektirir.
2. Devam eden "Operasyonel ve Bak?m Ekipman Maliyeti (OPEX)" ayr??t?rmas?
Bu, uzun vadeli karl?l??? belirleyen "gizli motor "dur. Muhasebe ayl?k/y?ll?k bazda iyile?tirilmelidir:
Sarf malzemelerinin maliyeti (de?i?ken maliyet g?vdesi)::
- Bask? A??nd?r?c?lar?: Maliyet kumun türüne (silis kumu i?in yakla??k 600-800 RMB/ton ve Baobab kumu i?in 2.000-3.000 RMB/ton) vekum-demir oran?. Optimize edilmi? tasar?m sayesinde (?rne?in hafif i?i bo? yap?), kum-demir oran? geleneksel 5:1-6:1'den 3:1-4:1'e dü?ürülebilir ve bu da do?rudan 30%'den fazla kum maliyetinden tasarruf sa?lar.
- yap??t?rma maddesi: Re?ine tüketimi genellikle kum a??rl???n?n 1.5%-2.5%'si kadard?r.A??k malzeme sistemleriBurada avantajlar vurgulanmaktad?r: kullan?c?lar yüksek fiyatl? ?zel sarf malzemelerine ba?l? kalmadan daha uygun maliyetli uyumlu re?ineler sat?n alabilirler. ?rne?in, uyumlu ü?üncü taraf re?ineler kullan?larak maliyetler kilogram ba??na 5-10 dolar azalt?labilir.
- ?ekirdek a??nan par?alar - yaz?c? kafalar?: Endüstriyel piezo bask? kafas? ?nemli bir sarf malzemesi ?ekirdek bile?enidir. ?mürleri yakla??k 1-2 y?ld?r ve tek bir üniteyi de?i?tirmenin maliyeti, OPEX hesaplamalar?nda ayr?lmas? gereken on binlerce dolar olabilir.Y?ll?k yaz?c? kafas? de?i?tirme büt?esi. Ekipman?n nozul bak?m sistemi (?rn. otomatik temizleme, devridaim filtrasyonu) ?mrünü etkili bir ?ekilde uzatabilir.
Enerji ve dolayl? maliyetler::
- Elektrik tüketimi: Esas olarak toz serme motorundan, servo sistemden, ?s?tma ünitesinden (varsa) ve hava kompres?ründen. Orta büyüklükte bir kum yaz?c?s? (?rn.3DPTEK-J1800) Nominal gü? genellikle 10-15KW aras?ndad?r, sürekli bask? günlük gü? tüketimi ?nemlidir, yerel endüstriyel elektrik fiyatlar?na g?re hesaplanmas? gerekir.
- bas?n?l? hava: Temizlik, pn?matik kontrol vb. i?in. Ak?? gereksinimleri tipik olarak ≥ 1,2 m3/dak olan, haz?rlama ve kullan?m maliyeti hesaba kat?lmas? gereken sabit, temiz bir kuru hava kayna?? gereklidir.
- Y?ll?k bak?m s?zle?mesi (AMC): Bir ekipman sat?c?s? ile bak?m s?zle?mesi yapmak, istikrarl? bir üretim sa?lamak ve onar?m maliyetlerini sabitlemek i?in ak?ll?ca bir yoldur. Maliyet genellikle ekipman?n net fiyat?n?n 3%-8%/y?l'?d?r ve düzenli denetimleri, yaz?l?m yükseltmelerini ve i??ilik hizmetlerini kapsar.
- Yedek par?a envanter maliyetleri: Ar?za süresini azaltmak i?in fabrikalar?n belirli bir de?erde ortak yedek par?a (?rne?in contalar, sens?rler, filtre elemanlar?) stoklamas? gerekir, bu da i?letme sermayesini tüketir.
3. Yat?r?m getirisini (ROI) ?l?mek i?in ?er?eve: maliyet merkezinden kar merkezine
ROI'yi de?erlendirmek i?in, a?a??dakileri getiren teknolojiyi ?l?mek gerekirGelir art?r?m?ile birlikteMaliyet tasarrufu. A?a??da ?l?üm modellemesi i?in pratik bir ?er?eve sunulmaktad?r:
Temel Faydalar ve Tasarruf Kalemleri:
- Kal?p maliyetlerinin s?f?rlanmas?Bu, yeni ürün geli?tirme veya kü?ük seri üretim i?in en büyük tasarruftur. Geleneksel karma??k metal kal?plar?n maliyeti genellikleYüz binlerce ila milyonlarca dolar3D bask? bu maliyeti s?f?ra indiriyor.
- Daha k?sa geli?tirme d?ngülerinin paraya ?evrilmi? de?eri: Zaman parad?r. Bir ürünün piyasaya sürülme süresinin ilerletilmesinden elde edilen pazar f?rsat? ve prim geliri, kazan?lara indirgenmelidir.
- * *?rnek*: Bir otomotiv bile?eni tezgah testinden ge?er ve planlanandan 60 gün ?nce üretime girerse ve bile?enden günlük ortalama 10.000 $ kar katk?s? oldu?u varsay?l?rsa, kazan? ?u ?ekilde olacakt?r$600,000.
- ??gücü ve saha verimlili?i iyile?tirmeleri: Otomatik bask?, k?demli modelcilere olan ba??ml?l??? azalt?r ve ??kt? birimi ba??na gereken i?gücü ?nemli ?l?üde dü?er. Ayn? zamanda, dijital süre?ler kal?p depolama alan?n? azalt?r.
- Malzeme Kullan?m?nda ?yile?tirme ve Hafifletme Kazan?mlar?: Kum deseninin topolojiye g?re optimize edilmi? tasar?m? kullan?lan kum miktar?n? azalt?r. Daha da ?nemlisi, elde edilen d?kümler hafiftir, bu da havac?l?k ve yeni enerji ara?lar?nda ?nemli son ürün performans iyile?tirmeleri ve ya?am d?ngüsü maliyet dü?ü?lerine yol a?ar.
Geri ?deme D?ngüsünün Basit ?l?üm Modellemesi:
'Statik geri ?deme süresi (y?l) = toplam yat?r?m (CAPEX) / y?ll?k art?r?lm?? net gelir'
Artan y?ll?k net kazan? = (y?ll?k tak?m maliyeti tasarruflar? + geli?tirme d?ngüsü azaltma faydalar? + i??ilik/malzeme tasarruflar?) - y?ll?k OPEX ilaveleri
Tipik Vaka Referans?: Based on3DPTEKHizmete dayal? üretim i?ine ve mü?teri vakalar?na ili?kin istatistikler, karma??k par?a prototipleme ve dü?ük hacimli üretime odaklanan bir senaryonun, ekipman ve süre? sayesinde tek par?al? alt geli?tirme maliyetini tipik olarak azaltabilece?ini g?stermektedir70% ve üzeriGenel geri ?deme süresi ?u de?erlerde kontrol edilebilir 18-36 ay ??eride. Do?rudan yüksek katma de?erli par?alar?n üretiminde kullanan kullan?c?lar i?in geri ?deme süresi daha da k?sa olabilir.
Anahtar ?pu?lar?: En do?ru yat?r?m getirisi analizi kendi 1-2 yat?r?m getirinize dayanmal?d?rTipik ürünlerSimülasyon ?l?ümleri ger?ekle?tirin. Se?im a?amas?nda tedarik?ilerin (?rn.3DPTEK) size ?zel par?alar sunarSüre? se?enekleri ve maliyet analizi raporuBu, finansal projeksiyonlar? son derece net hale getirecektir.
bir karara varmak: Sat?n AlmaKum 3D Bask?makinesi, asl?nda bir dizi "zaman kompres?rü"ve"Karma??kl?k giderici". Finansal de?er sadece a??k maliyet tasarruflar?nda de?il, ayn? zamanda inovasyonu h?zland?rarak ve yüksek katma de?erli sipari?ler alarak elde edilebilecek stratejik kazan?mlarda da kendini g?sterir. Yukar?da a??kland??? gibi eksiksiz bir finansal model olu?turmak, rasyonel ve kendinden emin yat?r?m kararlar? vermenin son ve en ?nemli ad?m?d?r.
7 Ad?mda sat?n alma sürecinin tuzaklar?ndan ka??n?n: ihtiya? analizinden s?zle?meye kadar pratik bir kontrol listesi
Teknik ve finansal analizlerin ard?ndan nihai karar, titiz bir tedarik uygulama sürecine ba?l?d?r. 100'den fazla d?kümhaneye ??züm sunma deneyimimize dayanarak, süre?teki herhangi bir ihmal yat?r?m?n etkinli?inde ?nemli bir azalmaya neden olabilir. A?a??da, gereksinimlerden teslimata kadar pratik ad?mlar? i?eren yedi ad?ml?k bir kontrol listesi yer almaktad?r.
Ad?m 1: ?htiya?lar?n?z? tan?mlay?n - dijital bo?luk analizi yap?n
K?rü k?rüne "en son teknolojinin" pe?inden gitmeyin. ?lk ad?m, mevcut durum ile hedef aras?ndaki bo?lu?u ?l?mek i?in bir i? süre? denetimi yapmak olmal?d?r.
* ürün Matrisi Analizi: ?nümüzdeki 1-3 y?l i?in planlad???n?z üretimi listeleyin?lk 5 kategori i?in tipik d?kümler. Kaydedin:
* Maksimum profil boyutu(cihaz yap? kutusunun alt s?n?r?n? belirler).
* Yap?sal karma??kl?k(?rn. minimum duvar kal?nl???, i? bo?luk say?s?, ekipman do?rulu?u ve yaz?l?m i?leme gücü i?in gereksinimlerin belirlenmesi).
* Malzeme ve A??rl?k(kum mukavemetini ve kaplama i?lemi se?imini etkiler).
* üretim modelinin konumland?r?lmas?: Cihaz?n ana rolünü tan?mlay?n.
| bi?ri?nci?l hedef | Temel gereksinimlerin ?nceliklendirilmesi | Ekipman se?imi oda?? |
|---|---|---|
| Yeni ürünlerin h?zl? prototiplenmesi | H?z > Esneklik > Birim ba??na maliyet | Yüksek bask? h?zlar? ve h?zl? ge?i? ?zellikleri i?in orta boy makine. |
| Kü?ük parti esnek üretim | ?stikrar > Malzeme maliyetleri > Ekipman kullan?m? | Yüksek genel ekipman verimlili?ine (OEE) sahip a??k malzeme sistemlerini vurgulayan orta ila büyük makineler. |
| Büyük monolitik par?alar?n üretimi | Yap? Boyutu > Do?ruluk Tutarl?l?k > Güvenilirlik | 3DPTEK-J2500/J4000 serisi gibi büyük veya ekstra büyük ?zel makineler. |
nicel hedef"A ürünlerinin ilk numunesi i?in teslim süresini 90 günden 15 günün alt?na dü?ürmek" ve "kü?ük lotlu sipari?ler i?in kal?p maliyetini 10%'nin alt?na dü?ürmek" gibi net KPI'lar belirleyin.
Ad?m 2: Tedarik?i derinlemesine ara?t?rma - vakan?n gücünü g?rmek i?in vakaya nüfuz edin
Bir tedarik?inin teknik miras? ve sekt?r deneyimi, g?steri?li bro?ürlerden daha ?nemlidir.
Teknik gü?lü y?nlerin incelenmesi::
- Ar-Ge Ge?mi?i: ?lk endüstriyel ekipmanlar?n?n piyasaya sürülme süresini ve yineleme say?s?n? sorun. ?rne?in.Longyuan AFS 1994'teki ba?lang?c?ndan bu yana, teknoloji yinelemeleri tam bir pazar d?ngüsü boyunca do?rulanm??t?r.
- ?ekirdek bile?enlerin ?zerklik oran?: Hareket kontrol sisteminin, mürekkep tedarik sisteminin ve temel yaz?l?m?n kendi geli?tirdi?i bir sistem olup olmad???n? sormaya odaklan?n. Bu, uzun vadeli teknik destek ve ?zelle?tirme kabiliyeti ile ilgilidir.
- Süre? Veritaban?: Farkl? malzemeler (?rne?in d?kme demir, d?kme ?elik, alüminyum ala??mlar?) i?in kan?tlanm?? proses parametre paketlerinin g?sterilmesi gereklili?i. Olgun tedarik?iler yap?land?r?lm?? bir veri taban? ile desteklenmelidir.
Do?rulama Ba?ar? Hikayeleri::
"Ayn? senaryo" ?rnekleri i?in talep: E?er pompa ve vana üretiyorsan?z, pompa ve vana kasas?n? g?rmek isteyin.Tam süre? dokümantasyonu(orijinal CAD ve bas?l? kum foto?raflar?ndan nihai d?kümlere ve denetim raporlar?na kadar) genelle?tirilmi? bir endüstri listesi yerine.
Kullan?c? geri testi ger?ekle?tirme: Tedarik?i taraf?ndan sa?lanan referans mü?terilerle, tercihen halihaz?rda kullan?mda olan ekipman? ziyaret ederek do?rudan temas2 y?ldan fazlakullan?c? say?s?. Kilit sorular aras?nda "Y?ll?k ortalama ekipman ar?zas? say?s? nedir?" "Sat?? sonras? hizmet ne kadar duyarl??" ve "Ger?ek malzeme maliyeti tedarik?inin orijinal tahmini ile tutarl? m??"
Ad?m 3: Yerinde test bask?s? isteyin - ?rneklerle konu?un!
Bu, "evrak i?lerinden" ka??nman?n en ?nemli y?nüdür. Tutarl? bir ?ekilde yap?lmal?d?r.ücret kar??l???nda veya depozito ile resmi prototip testi.
Test numunelerinin tasar?m? i?in ?neriler::
- Entegre ?zellikler i?erir: A?a??dakileri i?eren bir sistem tasarlamak?nce duvarlar (?rn. 5mm), kal?n par?alar, karma??k i? yolluklar, ince yüzey dokular? ve kritik konumland?rma verileritest par?as?n?n.
- Ger?ek ?al??ma ko?ullar?n?n simülasyonu: Mevcut, orta karma??kl?ktaki ürünlerinizden birini kullanmak daha iyidirGer?ek Par?a ModelleriTesti ger?ekle?tirin.
Kabul kriterlerinin listesi::
- Boyutsal do?rulukAnahtar konumland?rma boyutlar?n?n ve et kal?nl?klar?n?n CMM kullan?larak incelenmesi, CAD modelinden sapma raporlar?n?n düzenlenmesi. Kabul kriterleri tedarik?inin taahhüdü ile tutarl? olmal?d?r (?rne?in ±0,3 mm).
- Yüzey kalitesi ve kum temizleme performans?: Kum kal?b?n?n yüzeyinin homojenli?inin g?zlemlenmesi, manuel kum temizleme testi, kum kal?b?n?n i? karma??k bo?luklar?n?n kontrol edilmesiiltihapl?Yap??kan kum olsun ya da olmas?n iyi mi?
- Gü? testi: Bas?l? kum kal?plar? veya standart numuneler üzerinde a?a??dakileri ger?ekle?tirir?ekme Dayan?m??ark? s?yleyerek kar??l?k verine?ilme dayan?m?Test, veriler d?küm gereksinimlerini kar??lamal?d?r (genellikle ?ekme mukavemeti > 1,5 MPa).


Ad?m 4: ??zümü Kapsaml? Bir ?ekilde De?erlendirin - Ekipman Buzda??n?n Sadece G?rünen K?sm?d?r
Ger?ek de?er, ekipman merkezliToplam ??züm Olgunlu?u.
Yaz?l?m Ekolojik De?erlendirmesi::
- Kullan?m kolayl??? ve ?n i?leme yetenekleri: Dilimleme yaz?l?m?n?n pratik ?al??mas? (?rn.3DPTEK'in AFSWin3DP'si), model onar?m?, ak?ll? destek üretimi ve ?ok par?al? i? i?e yerle?tirme i?levselli?ini ve verimlili?ini test etti.
- veri ak??? entegrasyonu: Yaz?l?mlar?n?n mevcut tasar?m sürecinizin ??kt? format?n? (?rn. STL, STEP) destekleyip desteklemedi?ini ve olas? MES/ERP sistemleriyle arayüz olu?turma potansiyelini teyit edin.
Süre? destek yetenekleri::
Tedarik?i, a?a??daki bilgileri sa?layabiliyor muKum kal?b? tasar?m?n?n optimizasyonu (?rn. takip yükselticisi), bask?, kum temizleme, kaplama ile d?küm e?le?mesitam zincir süre? dan??manl???? Bu, teknik hizmetlerinin derinli?ini yans?tmaktad?r.
Malzeme tedarik zinciri istikrar?::
A??k sistemler i?in, sat?c?lar?n a?a??dakileri sa?lamas? gerekir?ok say?da nitelikli kum ve re?ine tedarik?isinin listesiBuna ek olarak, tedarik zincirinin tedarik kesintisi riskinden ka??nmak i?in alternatiflere sahip olmas?n? sa?lamak ?nemlidir.
Ad?m 5: S?zle?me Müzakere Noktalar? - Hak ve Sorumluluklar? Netle?tirin
S?zle?meler, yat?r?mlar?n korunmas?nda son savunma hatt?d?r. Teknik ekleri geli?tirdi?inizden emin olun.
Kesin Teminat Maddesi: WillAd?m 3 i?in kabul kriterleriKesin kabul i?in yasal bir dayanak olarak s?zle?meye bir ek yaz?n. Hassasiyet, mukavemet, maksimum bask? boyutu ve di?er parametreleri netle?tirin.Test Y?ntemleri ve Yeterlilik Aral?klar?.
Sat?? sonras? hizmet yan?t? SLA (Hizmet Seviyesi Anla?mas?)::
- yan?t süresi:: Telefon deste?i, uzaktan te?his ve yerinde mühendislerin gelmesi i?in farkl? yan?t süresi seviyeleri aras?nda a??k?a ayr?m yap?n (?rne?in, "ciddi ar?zalar i?in 48 saat i?inde yerinde müdahale").
- Garanti Kapsam? ve Süresi: Makinenin tamam? i?in garanti süresinin (genellikle 1-2 y?l) yan? s?ra temel bile?enler (?rn. yaz?c? kafalar?, lineer motorlar) i?in ayr? garanti politikalar?n? netle?tirin.
- Yaz?l?m Yükseltme Politikas?Garanti süresi i?inde ve d???nda yaz?l?m ?zellik yükseltmeleri ve hata düzeltmeleri i?in ücret al?n?p al?nmayaca??n? netle?tirin.
- E?itim i?eriklerinin listesi: S?zle?meler, etkili bilgi aktar?m?n? sa?lamak i?in e?itim kursunun ana hatlar?n?, süresini, kat?l?mc? say?s?n? ve de?erlendirme kriterlerini ayr?nt?l? olarak belirlemelidir.
Ad?m 6: Kurulum ve Kabul Planlamas? - üretimin ?nünün A??lmas?
?nceden planlama, ekipman?n sorunsuz bir ?ekilde devreye al?nmas?n? sa?lamak i?in temel olu?turur.
Saha haz?rl??? kontrol listesi::
- (bir binan?n üst katlar?n?n) a??rl???n? ta??mak: Ekipman?n toplam a??rl???na ba?l? olarak (?rn.3DPTEK-J2500 ana ?er?eve yakla??k 15 ton) ve tesis zemini yük ta??ma kapasitesini do?rulamak i?in merkezi yük noktalar? (?zellikle birinci kata ekipman yerle?tirme planlar? varsa, genellikle ≥3t/m2).
- Elektrik ve GazSpesifikasyonlara uygun olarak ba??ms?z gü? kayna?? (?rn. 380V / 50Hz / 15KW) ve temiz ve kuru gaz kayna?? arayüzü (bas?n? 0.6-0.8MPa, ak?? h?z? ≥1.2m3 / dak) ay?r?n.
- ?evre ve Havaland?rma: Kurulum alan?n?n s?cakl?k ve nem gereksinimlerini kar??lad???ndan emin olun (?rn. 22-28°C, 30-50%RH) ve kum temizleme istasyonu i?in toz toplama ve bo?altma sistemini planlay?n.
Nihai Kabul Test Prosedürü (FAT/SAT)::
- Fabrika Kabul Testi (FAT): Mümkünse, ?n kabul, ?ekirdek bile?enlerin incelenmesi ve havada ?al??ma testleri i?in ekipman fabrikas?na gidin.
- Saha Kabul Testi (SAT): Ekipman tesisinizde kurulduktan ve devreye al?nd?ktan sonra, tekrarü?üncü ad?mda ?rnek bask? testiOnayl? ?l?üm ara?lar?n?z? kullanarak, s?zle?meye ekli kriterlere uygun olarak kesin kabul imzas?n? ger?ekle?tirin.
Ad?m 7: ?nsan e?itimi ve bilgi aktar?m? - dijital üretkenli?in etkinle?tirilmesi
Ekipman?n de?eri nihayetinde ekibiniz taraf?ndan ortaya ??kar?l?r.
?ekirdek ekibin olu?turulmas?: E?itim ?unlar? kapsamal?d?rProses mühendisleri, tesis operat?rleri, yeniden i?lemciler ve denet?iler.
Beceri transferi oda??::
tasar?m taraf?Katmanl? imalat i?in kum kal?b? tasar?m?n?n optimizasyon prensipleri hakk?nda bilgi (?rn. desteklerin azalt?lmas?, serbest b?rakma a??lar?n?n optimizasyonu).
üretim taraf?: Ekipman?n günlük i?letimi, bak?m prosedürleri, genel sorun giderme ve acil durum müdahalesi konular?nda yetkin.
kalite taraf?: 3D bask? i?in kum kal?b?n?n olu?turulmas?Spesifik test süre?leri ve standartlar?.
Tedarik?ilerden eksiksiz bir bilgi dokümantasyon paketi sa?lamalar?n? talep edinBu, i?letme i?in uzun vadeli bir varl?k olarak kullan?m k?lavuzlar?n?, bak?m k?lavuzlar?n?, proses parametre kütüphanelerini ve tipik sorun giderme k?lavuzlar?n? i?erir.
bir karara varmak: Sat?n AlmaKum 3D Yaz?c?Bu sistematik bir projedir. Bu yedi ad?ml?k kontrol listesinin izlenmesi, teknoloji dürtülerini rasyonel stratejik yat?r?mlara d?nü?türebilir. Her ad?m a?a??dakiler i?in tasarlanm??t?rRiski azalt?n, de?eri sabitleyin ve ekibinizin teknolojiden ger?ekten yararlanabilece?inden emin olunDijital d?kümün plan? b?ylece somut rekabet gücüne ve karl?l??a d?nü?ür.
Ba?ar?l? Uygulama A??klamalar?: Sekt?re Y?n Veren 3 Kum 3D Bask? D?nüm Noktas?
Teorik analizler ve parametre kar??la?t?rmalar? ?nemlidir, ancak teknolojinin de?erinin nihai kan?t?, ger?ek dünyadaki mühendislik sorunlar?n? ??zme becerisinde yatmaktad?r. A?a??daki ü? vaka, hepsi de ?in'in ?nde gelen dijital d?küm uygulamalar?na dayanmaktad?r.Kum 3D Bask?potansiyelini ve dahas? farkl? alanlardaki üretim mant???n? nas?l yeniden ?ekillendirdi?ini ortaya koymaktad?r.
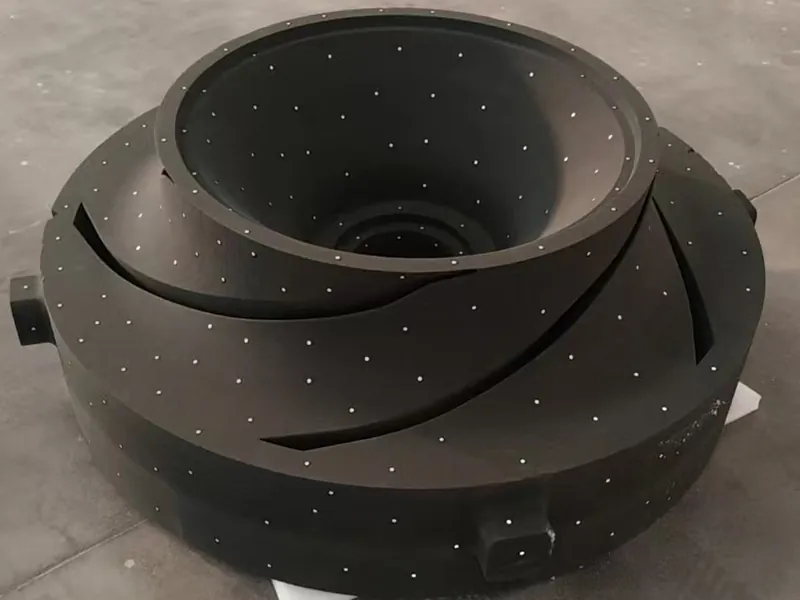
Vaka 1 (büyük motor blo?u): entegre kum ?ekirde?i ve geli?tirme d?ngüsü devrimi
meydan okumaGüneydeki büyük bir dizel motor üreticisi, yeni nesil yüksek performansl? motorlar geli?tirirken iki temel darbo?azla kar??la?t?: Birincisi, geleneksel kal?p yap?m? silindir blo?u numuneleri i?in uzun bir geli?tirme d?ngüsüne yol a?t?.3-4 ayBu da Ar-Ge ilerlemesini ciddi ?ekilde yava?latmaktad?r; ikinci olarak, silindir g?vdesinin karma??kl???Konformal So?utma Suyu YoluGeleneksel kum ma?a bir bütün olarak üretilemez ve hizalama hatas? ve s?z?nt? riski ile par?alar halinde yap??t?r?lmas? gerekir.
re?ete: Evlat Edinme3DPTEK-J1800Entegre bir bask? program? uygulamak i?in kum 3D yaz?c?lar.
1. veri ge?i?i: Optimize edilmi? takip?i su yollar?na sahip silindir blo?unun 3D modeli do?rudan bask? yaz?l?m?na aktar?l?r.
2. Entegre kal?plamaTüm karma??k i? bo?luklar ve su ceketi g?bekleriyle birlikte komple silindir kumu kombinasyonu tek seferde bas?larak kal?p ve blok g?bek yap?m? ihtiyac? tamamen ortadan kald?r?l?r.
3. süre? e?le?tirmeYüksek mukavemetli furan re?inesi ve 100/200 g?zenekli Baobab kumunun kullan?lmas?, kum ?ekirde?inin karma??k yap?lar?n gereksinimlerini kar??lamas?n? ve ayn? zamanda a?a??daki ?zelliklere sahip olmas?n? sa?lar≥1,8MPaDemir darbesine dayanacak gerilme mukavemeti.
Sonu?lar ve i?g?rüler::
* ?evrim süresi s?k??t?rma: Tasar?mdan d?külebilir kal?ba kadar ge?en sürenin k?salmas?2 hafta i?indeGenel Ar-Ge d?ngüsü s?k??t?rmas?70% ve üzeri.
* Performans At?l?mlar?Entegre kum ?ekirde?i, so?utma kanallar?n?n hassas boyutlar?n? ve s?zd?rmazl???n? sa?lar ve tezgah testleri, so?utma verimlili?inde yakla??k bir art?? oldu?unu g?stermi?tir.15%.
* maliyet yeniden yap?land?rmas?: Tek bir tur prototip denemesinin maliyetini geleneksel modelin milyon dolar seviyesinden100,000 dolar seviyesindeBu vaka, kum 3D bask?n?n son derece karma??k ?ekirdek bile?enler i?in sadece "daha h?zl?" bir ara? olmad???n?, ayn? zamanda yeni bir teknolojinin potansiyelini ger?ekle?tirmenin bir yolu oldu?unu kan?tl?yor. Bu vaka, son derece karma??k ?ekirdek bile?enler i?in kum 3D bask?n?n yaln?zca "daha h?zl?" bir ara? de?il, ayn? zamanda 3D bask?n?n faydalar?n? ger?ekle?tirmenin bir yolu oldu?unu da kan?tl?yor.Tasar?m ?zgürlü?ü ve i?levsel optimizasyonBunu yapman?n tek ekonomik yolu.

Vaka 2 (karma??k ?arkl? pompa): kü?ük seri h?zl? d?kümün ekonomik do?rulamas?
meydan okumaEndüstriyel bir pompa ve vana ?irketi, ?zel malzemeler (?rne?in dubleks paslanmaz ?elik) veya standart olmayan yolluk tasar?mlar? i?in genellikle kü?ük sipari?ler (5-50 adetlik parti miktarlar?) al?r. Geleneksel y?ntem, metal kal?plar?n üretimini, yüksek maliyeti ve 8-12 haftaya varan teslimat süresini gerektirir, bu da sipari?lerin uzun vadede kaybedilmesine veya durumu terk etmek zorunda kalmas?na neden olur.
re?ete: Giri?3DPTEK-J1600 ProEsnek bir üretim birimi olarak h?zl? bir müdahale sürecinin olu?turulmas?.
1. Yerli ekipman ekonomik deste?iModel, kal?plama malzemesi ba??na y?netilebilir bir maliyetle daha uygun maliyetli yerel re?ineler ve silika kumu sat?n al?nmas?na olanak tan?yan a??k sarf malzemeleri sistemi i?in se?ilmi?tir.
2. H?zl? süre? de?i?imi: Sipari?in al?nmas?n?n ard?ndan24 saat i?indeüretimi ba?latmak i?in model i?leme ve bask? düzenini tamamlay?n.
3. Do?ruluk ve kalite d?ngüsünün kapat?lmas?: Bask?l? kum kal?plar?n?n kritik boyutsal do?rulu?u ?u de?erlerde sabittir±0,3 mmS?k? kaplama i?lemi ile d?kümlerin yüzey kalitesi, mü?terilerin kurulum gereksinimlerini kar??layan Ra 12.5μm'ye ula??r.
Sonu?lar ve i?g?rüler::
* Ekonomik model ge?erlidir: 50 par?aya kadar olan kü?ük miktarlar i?in, par?a ba??na toplam maliyet geleneksel kal?plamaya g?re daha dü?üktür.40%-60%Kü?ük miktarlarda ?zel pompa g?vdelerinin ilk karl? üretimi ger?ekle?tirildi.
* Teslimat ?evikli?iSipari? onay?ndan d?küm teslimine kadar ge?en istikrarl? teslim süresi10-15 i? günü?irketlerin yüksek katma de?erli sipari?ler almas? i?in temel bir yetkinlik haline gelmi?tir.
* Yerli üretim ekipmanlar?n güvenilirli?i: MTBF de?eri daha yüksek olan ekipmanlar2000 saatBu vaka, istikrarl? üretim ortam?nda, yerli ekipman?n endüstriyel düzeyde güvenilirlik gereksinimlerini tam olarak kar??layabilece?ini kan?tlamaktad?r. Bu vaka"A??k sistem + uygun maliyetli ekipman" Dü?ük hacimli esnek üretim senaryosunda modelin klasik bir zaferi.
Vaka 3 (Kültürel Miras?n Yeniden üretimi): Dijital Ar?ivleme ve Sanatsal D?kümlerin Yeniden Do?u?u
meydan okuma: Ulusal bir kültürel kal?nt? - büyük bir bronz tripod restorasyon ve reprodüksiyon projesi, yüzey dekorasyonu son derece karma??kt?r, ?ok say?da negatif a?? ve derin oluklar vard?r. Geleneksel kal?p tornalama, eserlere ciddi zarar verir ve silikon kal?plar, büyük d?kümlerin d?kme bas?nc?na dayanamaz, replika detaylar? ciddi ?ekilde kaybolur.
re?eteDijital temass?z "3D tarama + kum 3D bask?" süreci.
1. yüksek sadakatli dijitalle?tirme: ?lk olarak, eserler yüksek hassasiyetle 3 boyutlu olarak taran?r ve hata a?a??da elde edilir0.1mmDijital ar?ivi tamamlamak i?in dijital modelin.
2. Kum kal?plar?n do?rudan bask?s?: Kullan?mLongyuan AFS Kum bask? makinesi, dijital modelleri do?rudan d?küm i?in kum kal?plara basar. Kum bask? sürecinin ?zellikleri, geleneksel y?ntemlerle i?lenemeyen ?lü alanlar da dahil olmak üzere dekorasyonun her ayr?nt?s?n? mükemmel bir ?ekilde korur.
3. Geleneksel el i??ili?inin birle?imi: ?zel refrakter kaplamalar, bas?l? hassas kum kal?plara uygulan?r ve bunlar daha sonra antik kay?p mum (erimi? kal?p) d?küm i?lemi kullan?larak bronz olarak d?külür.
Sonu?lar ve i?g?rüler::
* Tahribats?z ?o?altmakültürel miras?n?n hayata ge?irilmesis?f?r dokunu?Kültürel miras?n güvenli?ini temelden koruyan ?o?altma.
* Detayl? reprodüksiyon: Reprodüksiyonlar yüksek derecede süsleme netli?ine sahiptir.95% Geleneksel i??ilik s?n?rlar?n?n ?ok ?tesinde, arkeolojik ara?t?rma ve sergi te?hiri i?in en yüksek gereksinimleri kar??lamaktad?r.
* De?er UzatmaTeknoloji sadece replikasyon i?in kullan?lm?yor, ayn? zamanda eserin bir "dijital ikiz" ar?ivini olu?turarak gelecekteki restorasyon, ara?t?rma ve kültürel türevlerin geli?tirilmesi i?in kal?c? bir dijital temel sa?l?yor. Bu vaka, kum 3D bask?n?n ?u alanlardaki potansiyelini vurgulamaktad?rRastgele karma??k formlar?n yeniden üretimive yeri doldurulamaz birKültürel miras?n dijital olarak korunmas? ve aktar?lmas?Anahtar teknolojilerin ?nemli de?eri.
Temel a??klamalarBu ü? kesi?en ?rnek birlikte, kum 3D bask?n?n ba?ar?l? bir ?ekilde uygulanmas?n?n "kal?plar?n de?i?tirilmesi" ?eklindeki ilk a?aman?n ?tesine ge?ti?ini g?stermektedir. ?u hale geliyorürün inovasyonunu te?vik etmek (?rne?in Conformal Waterway ile Vaka 1), üretim modellerini yeniden yap?land?rmak (?rne?in kü?ük parti ekonomisi ile Vaka 2) ve kültürel miras? aktarmak (?rne?in Dijital Yeniden Do?u? ile Vaka 3) stratejik teknolojiler. Buna yat?r?m yapmak, gelecekteki belirsizliklerle ba?a ??kabilmek i?in temel esnek kapasiteye ve inovasyon taban?na yat?r?m yapmak demektir.
S?k?a Sorulan Sorular (SSS)
Kapsaml? bir teknik, finansal ve süre? analizini tamamlad?ktan sonra, ?n saflardaki d?kümhanelerdeki karar vericilerden gelen yüksek frekansl? temel sorular? bir araya getirdik. Bu sorular, tedarik ve operasyonlardaki sorunlu noktalar?n kalbine iniyor ve alg? engellerinin sonuncusunu da ortadan kald?rmak i?in tasarland?.
S1: Endüstriyel s?n?fKum 3D Yaz?c?Fiyat aral??? nedir? Yerli ve ithal ekipman aras?ndaki fiyat fark? nedir?
A. Boyut, hassasiyet ve otomasyon derecesine ba?l? olarak fiyat aral??? muazzamd?r. ?rne?in, i? pazardaki ana ak?m talebi ele alal?m:
* Ev i?i ekipmanAs3DPTEKJ serisinde, orta büyüklükte bir makine (kal?plama boyutlar? yakla??k 1800 x 1000 x 700 mm) i?in giri? yat?r?m? genellikle ?u aral?ktad?r1.500.000 ila 3.000.000 RMBAral?k. Daha büyük üniteler (?rn. J2500/J4000) daha yüksek fiyat aral???ndad?r.
* ?thal üst düzey ekipman: Ayn? seviyedeki ekipman?n fiyat?, yerli ekipman?n fiyat? kadar yüksek olabilir. 1,5 kat ila 3 kattan fazlaBaz? ultra büyük veya ?zelle?tirilmi? sistemler on milyonlarca dolar tutar?nda olabilir.
Yay?l?m?n ?ekirde?iBu sadece marka priminde de?il:
1. Malzeme Sistemleri Stratejisi: ?thal ekipmanlar ?o?unlukla ?zel sarf malzemelerine ba?l? kapal? veya yar? kapal? sistemler iken, yerli a??k sistemler (3DPTEK taraf?ndan kullan?lanlar gibi), uzun vadeli i?letme maliyetlerinde ?nemli farkl?l?klar ile birlikte daha iyi maliyetli ü?üncü taraf malzemelerin kullan?m?na izin vermektedir.
2. Entegre ??züm Olgunlu?u: ?thal markalar küreselle?mi? üst düzey vaka taban?na hakimdir; yerli markalarYerelle?tirilmi? süre? adaptasyonu, hizmet duyarl?l??? ve paran?n kar??l???Belirleyici bir avantaj elde edilmi?tir. Net bir yat?r?m geri d?nü?ü arayan ?inli ?irketlerin büyük ?o?unlu?u i?in, yerel olarak üretilen ekipman?n birle?ik maliyet avantaj? genellikle geri ?deme süresini k?saltmaktad?r. 30%-50%.
S2: Yaz?c?n?n kendisi d???nda, ba?ka hangi 'i?lem sonras? ekipmana' yat?r?m yapmam gerekiyor? Toplam maliyet pay? nedir?
A. Son i?lem, üretim süreklili?ini garanti etmenin ve kum kal?plar?n?n kalitesini art?rman?n anahtar?d?r ve yat?r?m? genellikle hafife al?n?r ve 20%-40%.. Gerekli oturumlar ?unlar? i?erir:
| son i?lem süreci | ?ekirdek Ekipman / ?? ?stasyonlar? | ??lev ve gereklilik | Tahmini maliyet pay? |
|---|---|---|---|
| Otomatik kum temizleme | Negatif bas?n?l? kum temizleme istasyonu, titre?imli eleme sistemi | Gev?ek kumun verimli bir ?ekilde ??kar?lmas?, i? sa?l???n?n korunmas? ve sürekli üretim. Büyük kum kal?plar? i?in manuel kum ??karma pratik de?ildir. | Yüksek (10%-20%) |
| Kum gü?lendirme ve kurutma | S?cak Hava / Mikrodalga Kürleme F?r?n? | Kullan?lan re?ine sistemine ba?l? olarak, kum kal?b?n nihai mukavemetini ve stabilitesini art?rmak, d?kümün ba?ar?s?n? sa?lamada ?nemli bir ad?md?r. | Orta (5%-10%) |
| Kum ar?tma ve geri d?nü?üm | Kum elek, kum s?cakl?k regülat?rü, kum kar??t?r?c? | Geri d?nü?türülmü? kumun elenmesi, so?utulmas? ve performans restorasyonu, malzeme maliyetini ve bask? katman? kalitesini do?rudan etkiler. | Orta ila yüksek (8%-15%) |
| Kaplama ve Kurutma | Boya kar??t?rma ekipman?, püskürtme/dald?rma istasyonlar?, kurutma alan? | Yüksek kaliteli bir d?küm yüzeyi elde etmek i?in kum kal?plar?n refrakter kaplamalarla kaplanmas? ?zel tesis ve ekipman gerektirir. | Orta (5%-10%) |
Temel tavsiyeler: Büt?eler planlan?rken, ekipman tedarik?ilerine sorulmal?d?r (?rn.3DPTEK) ana bilgisayara kendi e?le?mesini sa?lamak i?inYeniden i?leme ünitesi i?in toplam ??züm ve fiyat teklifiB?ylece daha sonraki bir a?amada pasif ek yat?r?mlardan ka??n?lm?? olur.
S3: Binder Jetting teknolojisi ile kum kal?plar?n?n mukavemeti nedir? Tüm d?küm metallerinin gereksinimlerini kar??layabilir mi?
A. Modern ba?lay?c? püskürtme teknolojisi, ?o?u d?küm senaryosunun mukavemet gereksinimlerini kar??layan kum kal?plar? üretmeyi mümkün k?lm??t?r.
* Tipik yo?unluk verileri: Furan veya fenolik re?ineler ile, bask?l? kum formlar?n?n gerilme mukavemeti tipik olarak 1,5 - 2,5 MPaile ba?a ??kmak i?in yeterli olan daha yüksek e?ilme mukavemeti:
* :: Alüminyum ala??mlar? ve magnezyum ala??mlar? gibi hafif metallerin d?kümü.
* :: D?kme demir (gri, sünek) ve düz d?kme ?elik.
* ?o?u paslanmaz ?elik ve yüksek s?cakl?k ala??mlar?.
* A??r? ?al??ma ko?ullar? do?rulamas?: A??r? ko?ullar i?in (?rne?in, birka? ton a??rl???ndaki büyük boyutlu d?kümler, ?ok yüksek hidrostatik yüksekli?e sahip d?kümler), kum kal?b?n?n mukavemeti tek husus de?ildir, ancak kapsaml? bir ?ekilde de?erlendirilmesi gerekir.Kumda da??labilirlik, gaz ??k??? (genellikle <12 ml/g) ve termal stabilite. Bu i?lemin ?u ki?iler taraf?ndan yap?lmas? gerekirSüre? do?rulamabelirlemek i?in. A?a??dakiler gibi ?nde gelen yerli tedarik?ilerLongyuan AFSD?kümhanelerin i?letilmesindeki tecrübesiyle ?irket, mü?terilerine belirli malzemeler (?rne?in yüksek kromlu ?elikler, yüksek s?cakl?k ala??mlar?) i?in kan?tlanm?? proses parametreleri paketi sunabilmektedir.
S4: Ekipman?n günlük i?letimi ve bak?m?n?n temel zorluklar? ve maliyetleri nelerdir? Nas?l kontrol edilir?
A. As?l zorluk, y?netilebilir sarf malzemesi maliyetleri ile uzun vadeli sistem istikrar?n? korumakt?r.
* Temel zorluklar::
1. Bask? Kafas? Bak?m?: Nozul t?kanmas?n? ?nlemek en ?nemli ?nceliktir. ?u ?zelliklere sahip bir püskürtme memesi se?inDahili dairesel filtreleme, sabit bas?n?l? mürekkep beslemesi ve otomatik temizleme fonksiyonucihazlar (3DPTEK-J serisi tasar?m gibi) bu riski büyük ?l?üde azaltabilir.
2. Kum y?netimi: Geri d?nü?türülmü? kumun partikül boyutu da??l?m?, s?cakl?k ve nem kontrolü, serilen tozun kalitesi üzerinde do?rudan bir etkiye sahiptir. Standartla?t?r?lm?? bir kum i?leme süreci olu?turulmal?d?r.
* Maliyet bile?enleri ve kontrolü::
* Sarf malzemelerinin maliyeti (yakla??k OPEX 60%-70%): Kum ve re?ine en büyük giderlerdir.A??k malzeme sistemleri i?in ekipman se?imiBu, maliyetleri kontrol etmenin en etkili yoludur ve rekabet?i piyasadan en uygun maliyetli uyumlu malzemeleri temin etmenizi sa?lar.
* Kritik bile?en de?i?imi (?rn. yaz?c? kafas?): Endüstriyel yaz?c? kafalar? yakla??k 1-2 y?l ?mrü olan sarf malzemeleridir. Bunun y?ll?k büt?ede bir kenara ayr?lmas? gerekir. Kaliteli ekipman tasar?m? ?mürlerini uzatabilir.
* Enerji ve Bak?m: Elektrik, bas?n?l? hava tüketimi ve y?ll?k bak?m s?zle?meleri (AMC) sabit giderlerdir. Enerji tasarruflu ve güvenilir ekipman se?imi bu maliyetleri kayna??nda azalt?r.
S5: Sat?n alma müzakereleri s?ras?nda en ?ok g?zden ka?an temel s?zle?me ?artlar? nelerdir?
A. Fiyat ve teslimat tarihlerine ek olarak, a?a??daki teknik terimler ?ok ?nemlidir ancak genellikle g?z ard? edilir:
1. A??k kabul kriterlerine sahip performans garantisi maddeleri: S?zle?melere teknik ekler e?lik etmelidir.?l?ülebilirDo?ruluk (?rn. ±0.3mm), mukavemet (?rn. ?ekme mukavemeti ≥1.8MPa) ve di?er temel g?stergeler veTest y?ntemleri, ara?lar? ve standartlar?n kar??lanmamas?na y?nelik ??züm yollar? (?rn. onar?m, de?i?tirme veya para iadesi)"Sekt?r lideri" gibi mu?lak ifadelerden ka??n?n. "Sekt?r lideri" gibi mu?lak ifadelerden ka??n?n.
2. Yaz?l?m ve Fikri Mülkiyet Haklar?n?n Atfedilmesi: A??k anla?ma:
* :: ??letim yaz?l?m?, proses kontrol yaz?l?m? i?in yükseltme politikas? (garanti süresi i?inde veya d???nda bir ücret var m??). .
* :: Kooperatif g?revlendirmesinden kaynaklanan i?inize ?zel malzemeler.Optimize edilmi? süre? parametreleri veritaban?Fikri mülkiyet haklar?, bunlar? kullanma hakk? ile ayn? ?ekilde atfedilir ve kullan?l?r.
3. Say?salla?t?r?lm?? sat?? sonras? hizmet seviyesi anla?malar? (SLA'lar): Sadece "zaman?nda hizmet sa?lamak" yerine, a??k olmal?d?r:
* yan?t süresiTelefon deste?i (?rn. 2 saat i?inde), uzaktan te?his (?rn. 4 saat i?inde) ve mühendislerin sahaya gelmesi (?rn. ciddi ar?zalar i?in 48 saat i?inde) i?in belirli zaman dilimleri.
* Yedek par?a tedarik süresi: Yayg?n olarak kullan?lan yedek par?alar?n ve kritik bile?enlerin (?rn. yaz?c? kafalar?) stoklanmas? ve teslimat? i?in maksimum süre.
* Yerinde destek personeli nitelikleri: Sadece mekanik bilgiye sahip bak?m personeli yerine, d?küm süre?leri konusunda kapsaml? ge?mi?e sahip mühendislerin g?nderilmesi gereklili?i.
?? Sonraki ad?mlar i?in ?neriler
Bu noktada, pazar e?ilimleri, teknik g?stergeler ve marka kar??la?t?rmalar?ndan finansal modelleme ve sat?n alma süre?lerine kadar geni? bir bilgi yelpazesine sahip oldunuz. Teorinin de?eri uygulamaya rehberlik etmektir.
Planlaman?z? ba?latmak i?in a?a??daki iki ad?m? hemen ba?latman?z? ?iddetle tavsiye ederiz:
1. ?? bak?m: Kendi tipik ürünlerinizden 1-2 tanesinin mevcut maliyetini ve d?ngü süresini ?l?mek i?in bu makalenin 7 Ad?ml? Tuzaklardan Ka??nma Sürecinin ilk ad?m?n? kullan?n.
2. ?zelle?tirilmi? analizler al?n: ?zel par?a modelinizi getirin ve a?a??daki gibi bir ?irketle ileti?ime ge?in3DPTEK (SANDY TECHNOLOGY/LONGYUAN MOULDING) Bu, hem ekipman üretimi hem de büyük ?l?ekli üretim hizmetleri konusunda deneyime sahip bir tedarik?idir.Bu b?lüm i?in size ücretsiz bir süre? fizibilite analizi ve ?n maliyet-fayda tahmini sunmalar?n? isteyin.. Teknoloji uyumunu s?f?r maliyetle do?rulaman?n ve en sezgisel yat?r?m getirisi projeksiyonlar?n? elde etmenin en iyi yoludur.
acil eylemrakiplerinizle aran?zdaki dijital fark? kapatman?n ba?lang?c?d?r.
]]>Navigasyonu okuyun
B?lüm 1: Derin Dal??: Geleneksel D?küm Hatalar?n?n K?k Sorunu
1.1 Yayg?n d?küm hatalar? ve bunlar?n derin nedenleri
D?küm hatalar?, yüksek hurda oranlar?n?n do?rudan nedenidir. Bu kusurlar tesadüfi olmay?p, geleneksel d?küm proseslerinin do?as?nda bulunan fiziksel ve proses s?n?rlamalar? taraf?ndan belirlenmektedir.
ilk olarakhava kabarc???ile birliktekrater. G?zeneklilik esas olarak, d?kme ve kat?la?t?rma i?lemi s?ras?nda s?v? metaldeki gazlar?n (?rne?in hidrojen, kal?p gazlar?) etkili bir ?ekilde bo?alt?lamamas? veya bo?alt?lamamas?ndan kaynaklan?r. S?v? metalde ??zünmü? gaz, so?utma ve kat?la?t?rma s?ras?nda ??zünürlü?ün azalmas? nedeniyle serbest kald???nda, zaman?nda bo?alt?lmazlarsa d?kümün i?inde veya yüzeyinde kabarc?klar olu?acakt?r. Bununla ba?lant?l? olarak, kat?la?ma s?ras?nda metalin hacminin daralmas? gibi do?al bir olay olan büzülme de s?z konusudur. So?utma sistemi uygun ?ekilde tasarlanmam??sa, yerel olarak yüksek kal?p s?cakl?klar?na veya yetersiz telafi büzülmesine neden olursa, büzülme delikleri olarak bilinen i? bo?luklar veya ??küntüler olu?acakt?r.
S?radaki.s?k??t?r?lm??ile birlikteyanl?? model. Geleneksel kum d?kümde, kum kal?plar? ve kum ma?alar?n?n genellikle birden fazla par?adan ayr? ayr? yap?ld?ktan sonra birle?tirilmesi ve ba?lanmas? gerekir. Bu süre?te, kum ma?as?ndaki herhangi bir kü?ük y?rt?lma veya yanl?? yap??t?rma, kum partiküllerinin metal s?v? i?inde s?k??mas?na ve kum hapsi kusurlar?n?n olu?mas?na neden olabilir. Buna ek olarak, kal?p ay?rma yüzeyi veya kum ma?as? do?ru konumland?r?lmazsa, d?kümün üst ve alt k?s?mlar?n?n yanl?? hizaland??? yanl?? kal?plama kusurlar?na da yol a?abilir.
sonso?uk bariyerile birlikte?at?rt?lar. Metal s?v?n?n ak??kanl??? zay?f oldu?unda, d?kme s?cakl??? ?ok dü?ük oldu?unda veya yolluk tasar?m? dar oldu?unda, iki metal ak??? ?n kenarda tam olarak birle?emeden kat?la??r ve zay?f ba?lant?l? bir so?uk ayr??ma b?rak?r. So?utma ve kat?la?t?rma s?ras?nda, d?küm i?inde e?it olmayan gerilmeler varsa, büzülme s?ras?nda termal ?atlaklar olu?abilir.
1.2 Geleneksel kal?p üretimi "yüksek maliyet" ve "dü?ük verimlilik" ikilemi
Geleneksel d?küm sürecinin bir di?er temel sorun noktas? da kal?p üretim sürecidir. Geleneksel ah?ap veya metal ma?a kutusu üretimi, uzun teslim süreleri ve ?nemli maliyetleri olan, emek yo?un, yüksek vas?fl? i??iye ba?l? bir süre?tir. En ufak bir tasar?m de?i?ikli?i kal?b?n yeniden in?a edilmesi gerekti?i anlam?na gelir ve bu da yüksek ek maliyetlere ve haftalar hatta aylar süren bekleme sürelerine neden olur.
Fiziksel kal?plara olan bu a??r? ba??ml?l?k, d?kümlerin tasar?m ?zgürlü?ünü de temelden s?n?rlamaktad?r. Karma??k i? yolluklar ve i?i bo? yap?lar geleneksel kal?p yap?m süre?leriyle tek par?a halinde kal?planamaz ve birden fazla ayr? ?ekirde?e ayr?lmas? gerekir; bu ?ekirdekler daha sonra karma??k aparatlar ve el i??ili?i ile birle?tirilir. 2. Bu süre? s?n?rlamas?, tasar?mc?lar? üretilebilirlik i?in par?a performans?ndan ?dün vermeye ve feda etmeye zorlar; ?rne?in, optimum so?utmaya izin vermeyen delme i?lemlerine uyum sa?lamak i?in so?utma kanallar?n? basitle?tirmek gibi.
?zetle, geleneksel d?kümün yüksek hurda oran? izole bir teknik sorun de?il, temel süre?lerinin bir ürünüdür. Geleneksel "fiziksel deneme yan?lma" modu, d?kümhaneyi kusurlar?n ke?finde, yüksek riskli, dü?ük verimli bir d?ngü olan uzun bir kal?p modifikasyonu ve yeniden test sürecinden ge?me ihtiyac?n? do?urur. 3D bask?n?n devrim niteli?indeki de?eri, geleneksel "fiziksel deneme yan?lma" modu olacak olan tüm üretim sürecini temelden yeniden ?ekillendiren "kal?ps?z" bir ??züm sa?lamas?d?r. 3D bask?n?n devrim niteli?indeki de?eri, tüm üretim sürecini temelden yeniden ?ekillendiren, geleneksel "fiziksel deneme yan?lma" modelini "dijital simülasyon do?rulama" modeline d?nü?türen, riski sürecin ?nüne koyan ve b?ylece eskime nedenlerinin ?o?unu kayna??ndan ortadan kald?ran "kal?ps?z" bir ??züm sunmas?d?r.
B?lüm 2: 3D Bask?: Teknolojiden ??züme Devrim Niteli?inde Bir At?l?m
2.1 Kal?ps?z üretim: eskimenin temel nedenlerini ortadan kald?rmak
3D bask?n?n temel avantaj?, geleneksel d?kümün do?as?nda bulunan kal?pla ilgili tüm zorluklar? atlamas?na ve b?ylece hurda oranlar?n? radikal bir ?ekilde azaltmas?na olanak tan?yan 'kal?ps?z' üretim y?ntemidir.
Do?rudan CAD'den kum kal?b?na. Katmanl? üretimde Ba?lay?c? Püskürtme, bunu ba?arman?n anahtar?d?r. S?v? ba?lay?c?n?n, 3D CAD dijital modeline dayanan endüstriyel s?n?f bir yaz?c? kafas?ndan ince toz katmanlar?na (?rne?in silika kumu, seramik kumu) hassas bir ?ekilde püskürtülmesiyle ?al???r. Katman katman yap??t?r?larak, dijital dosyadaki 3D model kat? bir kum kal?b? veya kum ?ekirde?i ?eklinde olu?turulur. Bu süre?, fiziksel kal?plara olan ihtiyac? tamamen ortadan kald?r?yor. Uzun kal?p tasar?m? ve üretimine gerek olmad???ndan, kal?p yap?m d?ngüsü haftalar hatta aylardan saatler veya günlere k?salt?labilir, "talep üzerine bask?" ve tasar?m de?i?ikliklerine h?zl? yan?t verilmesini sa?layarak ?n yat?r?m ve deneme-yan?lma maliyetlerini ?nemli ?l?üde azalt?r.
Tek par?a kal?plama ve karma??k yap?lar. 3D bask?n?n katmanl? üretim yakla??m? benzeri g?rülmemi? bir tasar?m ?zgürlü?ü sa?lar. Geleneksel olarak birden fazla par?aya b?lünmesi gereken karma??k kum ma?alar?n?n, ?rne?in bir motorun i?indeki k?vr?ml? yolluklar?n tek bir bütün halinde kal?planmas?n? sa?lar. Bu sadece d?küm sürecini basitle?tirmekle kalmaz, daha da ?nemlisi ma?a montaj?, yap??t?rma ve yanl?? hizalama ihtiyac?n? tamamen ortadan kald?r?r, b?ylece kum s?k??mas?, boyutsal sapmalar ve bu tür sorunlar?n neden oldu?u yanl?? ?ekillendirme gibi yayg?n kusurlar? ortadan kald?r?r.
2.2 Süre? optimizasyonu: d?küm kalitesini garanti edecek veriler
3D bask?n?n de?eri "kal?ps?z" olman?n ?ok ?tesine ge?iyor. üretim sürecini yepyeni bir dijital boyuta ta??yarak, fiziksel üretim ger?ekle?meden ?nce verilerin do?rulanmas?na ve optimize edilmesine olanak tan?yor ve "iyile?tirmeyi" "?ng?rüye" d?nü?türüyor.
Dijital Simülasyon ve Tasar?m. Mühendisler, 3D bask?dan ?nceki dijital tasar?m a?amas?nda geli?mi? Sonlu Elemanlar Analizi (FEM) yaz?l?m?n? kullanarak d?kme, telafi büzülmesi ve so?utma süre?lerinin do?ru sanal simülasyonlar?n? ger?ekle?tirebilir. Bu sayede ger?ek üretimden ?nce g?zeneklilik, büzülme veya ?atlaklara yol a?abilecek potansiyel kusurlar? ?ng?rmek ve düzeltmek mümkün hale geliyor. ?rne?in, s?v? metalin yolluklardaki ak???n? simüle ederek, düzgün dolum ve etkili havaland?rma sa?lamak i?in d?kme sisteminin tasar?m? optimize edilebilir. Bu dijital ?ng?rü, ilk deneme ?al??mas?n?n ba?ar? oran?n? büyük ?l?üde art?r?r ve d?küm verimini kayna??nda garanti eder.
Mükemmel kum ?zellikleri. 3D bask?l? kum kal?plar?, katman katman yap?lar? sayesinde, geleneksel süre?lerle elde edilmesi zor olan tek tip yo?unluklara ve hava ge?irgenli?ine ula?abilir. Bu, d?küm süreci i?in ?ok ?nemlidir. Tek tip gaz ge?irgenli?i, kum kal?b?n?n i?inde olu?an gazlar?n d?küm i?lemi s?ras?nda sorunsuz bir ?ekilde d??ar? ??kabilmesini sa?layarak zay?f havaland?rman?n neden oldu?u g?zeneklilik kusurlar?n? ?nemli ?l?üde azalt?r.
?ekil ile so?utma. Konformal so?utma teknolojisi, 3D bask?n?n d?küm kal?plar? alan?ndaki bir ba?ka devrim niteli?indeki uygulamas?d?r. Metal 3D bask? yoluyla üretilen kal?p ekleri, d?kümün yüzey hatlar?n? tam olarak taklit edecek ?ekilde tasarlanabilen so?utma raylar?na sahiptir. Bu sayede h?zl? ve homojen bir so?utma sa?lanarak düzensiz büzülmenin neden oldu?u deformasyon ve büzülme ?nemli ?l?üde azalt?l?yor, b?ylece hurda oran? da ?nemli ?l?üde dü?ürülüyor. Verilere g?re, takip so?utmal? kal?plar enjeksiyon d?ngü sürelerini 70%'ye kadar azalt?rken, ürün kalitesini de ?nemli ?l?üde art?rabiliyor.
"Fiziksel deneme yan?lma "dan "dijital ?ng?rü "ye. 3D bask?n?n temel katk?s?, geleneksel d?kümhane modeli olan "deneme yan?lma" y?ntemini "?ng?rülü üretime" d?nü?türmektir. D?kümhanelerin dijital ortamda ?ok say?da yinelemeyi uygun maliyetli bir ?ekilde ger?ekle?tirmesini sa?lar; bu da zihniyet ve i? sürecinde temel bir de?i?imdir. Bu "hibrit üretim" modeli, 3D bask?n?n geleneksel d?kümhaneler taraf?ndan benimsenmesini kolayla?t?r?yor ve en verimli üretimi mümkün k?l?yor. ?rne?in, 3D bask? en karma??k ve hataya a??k kum ?ekirdeklerini olu?turmak i?in kullan?labilir, bunlar daha sonra geleneksel y?ntemlerle yap?lan kum kal?plar?yla birle?tirilebilir, b?ylece 'gü?lü y?nler üzerine in?a edilebilir'.
B?lüm 3: SANTI TECHNOLOGY: D?küm Sekt?rünü Gü?lendirecek Dijital Bir Motor
3.1 ?ekirdek ekipman: d?küm inovasyonu i?in "sert gü?"
?in'de eklemeli üretim alan?nda ?ncü ve lider olan 3DPTEK, kendi geli?tirdi?i ?ekirdek ekipman?yla d?küm endüstrisine gü?lü bir "sert gü?" deste?i sa?l?yor.
?irketin temel ürün gruplar? ?unlard?r3DP Kum Yaz?c?s?teknolojideki liderli?ini vurgulamaktad?r. Amiral gemisi cihazlar3DPTEK-J4000Ekstra büyük kal?plama boyutu olan 4000 x 2000 x 1000 mm ile dünya ?ap?nda olduk?a rekabet?idir. Bu büyük boyut, büyük ve karma??k d?kümlerin eklemeye gerek kalmadan tek par?a halinde kal?planmas?na olanak tan?yarak ekleme i?leminden kaynaklanan olas? kusurlar? daha da ortadan kald?r?r. Ayn? zamanda, ?rne?in
3DPTEK-J1600PlusBu gibi cihazlar, h?zl? üretim yaparken üstün kalite sa?lamak i?in ±0,3 mm'lik yüksek hassasiyet ve verimli bask? h?zlar? sunar.
Buna ek olarak, SANTI Technology'ninSLS (Se?ici Lazer Sinterleme) Ekipman?Gibi serilerLaserCore-6000Makineler hassas d?küm alan?nda da mükemmeldir. Bu ekipman serisi, ?zellikle hassas d?küm i?in mum kal?plar?n üretimi i?in uygundur ve havac?l?k ve t?bbi par?alar gibi üst düzey, ince par?alar i?in daha do?ru bir ??züm sa?lar.
SANDI Technology'nin sadece bir ekipman tedarik?isi de?il, ayn? zamanda malzeme ve proses ??zümleri konusunda da uzman oldu?unu belirtmek gerekir. ?irket, d?kme demir, d?kme ?elik, alüminyum, bak?r, magnezyum ve di?er d?küm ala??mlar?yla uyumlu 20'den fazla ba?lay?c? ve 30 malzeme formülasyonu geli?tirmi?tir. Bu, ekipmanlar?n?n ?ok ?e?itli d?küm uygulamalar?na sorunsuz bir ?ekilde entegre edilebilmesini sa?lar ve mü?terilere kapsaml? teknik destek sunar.
3.2 All-link hizmetleri: entegre d?küm ??zümleri
SANDY Technology'nin rekabet avantaj? sadece donan?m?nda de?il, ayn? zamanda tüm zincir boyunca sa?lad??? entegre ??zümlerde yatmaktad?r. ?irket gü?lü bir "ü?lü" inovasyon sistemine sahiptir - "ara?t?rma enstitüsü + doktora sonras? i? istasyonu + Ar-Ge ekibi". Bu model sürekli teknoloji yinelemesi ve inovasyon ivmesi sa?lar ve 320'den fazla patent birikimi teknolojik liderli?inin gü?lü bir kan?t?d?r.
?irket, tasar?m ve 3D bask?dan d?küm, i?leme ve denetime kadar "tek elden" anahtar teslim bir hizmet sunuyor. Bu dikey entegre model, mü?terinin tedarik zinciri y?netimini büyük ?l?üde basitle?tiriyor, ileti?im maliyetlerini ve risklerini azalt?yor ve d?kümhanenin ana i?ine odaklanmas?n? sa?l?yor.
3.3 Klasik ?rnek: Veri Odakl? De?er Kan?t?
Ba?ar?l? vakalar, potansiyel mü?terileri ikna etmek i?in en ikna edici ara?t?r. SANDY Technology, bir dizi ger?ek hayat projesi arac?l???yla 3D bask? teknolojisinin getirdi?i ?nemli i? de?erini ?l?mü?tür.
i?inOtomotiv su so?utmal? motor g?vdeleri?rnek olarak bu vaka, 3DP kum d?küm i?leminin "büyük boyutlu, ince duvarl?, karma??k spiral so?utma kanallar?" gibi tek par?a kal?plama sorununu nas?l ??zdü?ünü mükemmel bir ?ekilde g?stermektedir. 21. Bu teknolojinin yeni enerji ara?lar? alan?nda ba?ar?l? bir ?ekilde uygulanmas?, yüksek performansl? ve karma??k yap?l? d?kümlerin üretiminde ?nemli avantajlar sa?lad???n? kan?tlam??t?r.
Di?er taraftanEndüstriyel pompa g?vdesiSANDI ?rne?inde, SANDI "3DP d?? kal?p + SLS i? ?ekirdek" hibrit üretim modelini benimsemi?tir. Bu tamamlay?c? strateji, üretim d?ngüsünü 80% k?saltm?? ve ayn? zamanda d?kümlerin boyutsal do?rulu?unu CT7 seviyesine ??kararak hibrit üretim modunun gü?lü etkisini mükemmel bir ?ekilde kan?tlam??t?r.
Xinxin Foundry ile ortak giri?im projesi en gü?lü i? argüman?n? sa?l?yor. D?kümhane, 3D bask? teknolojisini kullanarak 1.351 TP3T'lik bir ciro art??? elde etti, kar marjlar?n? iki kat?na ??kard?, teslim sürelerini yar?ya indirdi ve maliyetlerini 301 TP3T azaltt?. 3D bask? teknolojisinin d?küm endüstrisindeki yat?r?m getirisinin reddedilemez kan?t?n? sa?layan bir dizi nicel rakam.
A?a??daki tablo, 3D bask?n?n d?küm endüstrisinin sorunlu noktalar?n? hem teknik hem de i? de?eri düzeyinde nas?l ele alabilece?ini g?rselle?tirmektedir:
| D?küm kusurlar? veya a?r? noktalar? | Geleneksel el sanatlar?n?n nedenleri ve s?n?rlamalar? | 3D Bask? ??zümleri ve De?er |
| hava kabarc??? | K?tü kal?p havaland?rmas?; gaz i?inde s?v? metal s?k??mas? | Kumun e?it ve kontrollü hava ge?irgenli?i; dijital simülasyon ile optimize edilmi? d?kme sistemi |
| krater | E?it olmayan so?utma; yetersiz büzülme | Say?sal simülasyon ile ?ng?rülü optimizasyon; ?ekillendirilmi? so?utma kanallar? ile homojen so?utma |
| Sandvi?, Yanl?? ?ekillendirme | ?ok ?ekirdekli montaj, yap??t?rma ve yanl?? hizalama; ay?rma yüzeyi uyum hatalar? | Karma??k ?ekirdekler tek par?a halinde kal?planarak montaj ihtiyac?n? ortadan kald?r?r; fiziksel ay?rma yüzeyleri gerekmez |
| Yüksek kal?plama maliyetleri | Fiziksel kal?plar, yüksek vas?fl? i?gücü, uzun teslim süreleri gerektirir | Kal?ps?z üretim; do?rudan CAD dosyalar?ndan bask?, talep üzerine üretim |
| Verimsizlik ve uzun teslim süreleri | Uzun kal?p yap?m?; tekrarlanan deneme yan?lma | 80%'nin azalt?lm?? d?ngü süresi; h?zl? yinelemeli tasar?m mümkün; talep üzerine bask? |
| Artan i? de?eri | Dü?ük marjlar ve düzensiz teslimat | Ciro 1.351 TP3T artt?, marjlar iki kat?na ??kt?; maliyetler 301 TP3T azald? |
B?lüm 4: Gelece?e bak??: d?küm endüstrisinde dijitalle?me ve sürdürülebilirlik
3D bask? teknolojisi, d?küm endüstrisini geleneksel "imalattan" "ak?ll? imalata" temel d?nü?üme y?nlendiriyor. ?lgili rapora g?re, ?in'in katmanl? imalat endüstrisinin ?l?e?i yüksek bir oranda büyümeye devam ediyor ve 2022'de 32 milyar RMB'yi a?acak. Bu veriler, dijital d?nü?ümün geri d?nü?ü olmayan bir endüstri trendi haline geldi?ini a??k?a g?stermektedir.
Gelecekte 3D bask?, üretim hatlar?n?n tam otomasyonunu ve ak?ll? y?netimini sa?lamak i?in yapay zeka (AI), IoT ve di?er teknolojilerle derinlemesine entegre edilecektir. D?kümhaneler, d?küm parametrelerini optimize etmek i?in AI algoritmalar?n? ve üretim sürecini ger?ek zamanl? olarak izlemek i?in IoT sens?rlerini kullanabilir, b?ylece verim oranlar?n? ve üretim verimlili?ini daha da art?rabilir.
Buna ek olarak, 3D bask?n?n karma??k hafif tasar?mlar? ger?ekle?tirmedeki benzersiz avantajlar?, otomotiv, havac?l?k ve di?er alt sekt?rlerin ürün performans?n? art?rmas?na ve enerji tüketimini azaltmas?na yard?mc? olacakt?r ki bu da küresel sürdürülebilir kalk?nma i?in mükemmel bir uyumdur. 3D bask?n?n talep üzerine üretim modeli ve yüksek malzeme kullan?m oran? (90%'nin üzerindeki ba?lanmam?? toz geri d?nü?türülebilir) da at?k olu?umunu ?nemli ?l?üde azaltarak d?küm endüstrisine D?küm endüstrisi i?in ?evre dostu bir geli?im yolu.
SON S?ZLER 3D bask? d?kümün sonu de?il, yenilik?isidir. "Kal?ps?z" ve "dijital" olmak üzere iki temel avantaj? sayesinde geleneksel d?küm endüstrisine benzeri g?rülmemi? bir esneklik, verimlilik ve kalite güvencesi sa?lar. D?kümhanelerin yüksek hurda oranlar?ndan kurtulmas?n? ve daha yüksek verimlilik, rekabet gücü ve yenilik?ili?i kucaklayan yeni bir ?a?a girmesini sa?lar. Rekabet?i bir pazarda ?ne ??kmak isteyen tüm d?kümhaneler i?in SanDi Technology taraf?ndan temsil edilen 3D bask? teknolojisini benimsemek art?k iste?e ba?l? bir se?im de?il, gelece?e giden gerekli bir yoldur.
]]>Büzülme deliklerini ortadan kald?rmak, d?kümhaneler ve mühendisler i?in her zaman karma??k bir zorluk olmu?tur; geleneksel y?ntemler genellikle deneyime dayan?r ve kal?p tasar?m?n?, d?küm sistemlerini ve so?utma süre?lerini deneme yan?lma yoluyla ayarlar. . Bununla birlikte, eklemeli üretim teknolojilerinin, ?zellikle de endüstriyel s?n?f kum 3D bask?n?n ortaya ??kmas?yla, d?küm tasar?m? ve üretimi devrim yaratarak büzülme sorunlar?n? tamamen ??zmek i?in benzeri g?rülmemi? yeni yollar sa?lad?.
1. D?küm büzülmesinin temel nedenleri: geleneksel kal?plar?n geometrik s?n?rlamalar?
3D bask?n?n sorunlar? nas?l ??zdü?ünü anlamak i?in ?ncelikle geleneksel d?kümün ac? noktalar?n? derinlemesine analiz etmek gerekir. Büzülme olu?umunun ana nedenleri iki ?eye ba?lanabilir:
- Büzülme eksikliklerini telafi edin: Bir d?küm kat?la?t?k?a ve büzüldük?e, d?kme sistemi ve yükseltici arac?l???yla sürekli olarak s?v? metalle doldurulmas? gerekir. ?kmal kanallar? uygun ?ekilde tasarlanmam??sa veya yetersizse, s?v? metal ikmale en ?ok ihtiya? duyulan alanlara ta??namaz ve bu da bo?luklar?n olu?mas?na neden olur. ?
- Düzensiz kat?la?ma: D?kümün farkl? alanlar?n?n so?uma h?z? tutarl? de?ilse, ?s?n?n etkili bir ?ekilde yay?lmas? zordur, s?cak ba?lant?lar?n (s?cak nokta) olu?umu. Bu s?cak noktalar son kat?la?m?? alanlard?r, ?evreleyen metal kat?la?t???nda, s?v? metal takviyesinden yoksundurlar, büzülme delikleri olu?turmak ?ok kolayd?r. ?
Geleneksel d?kümde kal?plar ve ma?alar, geometrisi i?lenebilirlik ve serbest b?rak?labilirlik ile s?n?rl? olan fiziksel aletlerle üretilir. ?rne?in, so?utma suyu yollar? i?in a??lan delikler sadece düz ?izgiler olabilir. . Bu durum, mühendislerin kat?la?ma sürecini do?ru bir ?ekilde kontrol etmek i?in kal?p i?inde karma??k, kavisli telafi büzülme kanallar? veya takip so?utma kanallar? tasarlamas?n? zorla?t?rmakta ve b?ylece büzülme kusurlar? riskini art?rmaktad?r .
2. 3D bask? ??zümleri: kal?plara ve kal?plara "hayat" vermek i?in tasar?m ?zgürlü?ü
Endüstriyel kum 3D yaz?c?lar?n temel gü?lü y?nleri ?unlard?rTasar?m ?zgürlü?ü?ark? s?yleyerek kar??l?k verinKal?ps?z üretimKum kal?plar? ve ma?alar? do?rudan 3D CAD dosyalar?ndan katman katman yazd?r?r. . Bu ?zellik, geleneksel proseslerin geometrik s?n?rlamalar?n? radikal bir ?ekilde k?rar ve a?a??daki gibi büzülmeyi ortadan kald?rmak i?in birka? gü?lü ara? sa?lar:
Se?enek 1: Hassas infüzyon i?in dolum ve büzü?me kanallar?n?n optimizasyonu
Mühendisler 3D bask? teknolojisini kullanarak, i?lenebilirli?i g?z ?nünde bulundurmak zorunda kalmadan kal?p i?inde en uygun telafi büzülme sistemini tasarlayabilirler.
- Entegre d?kme sistemi: Geleneksel olarak, yolluk sisteminin (yolluk ve yükseltici dahil) ayr? ayr? imal edilmesi ve monte edilmesi gerekir. 3D bask?, tüm yolluk sisteminin, doldurucu yükselticinin ve kal?b?n kendisinin tek par?a halinde bas?lmas?na olanak tan?r. Bu entegre tasar?m, kusursuz bir ba?lant? ve kanallar?n hassas bir ?ekilde hizalanmas?n? sa?layarak montaj hatalar?ndan kaynaklanan büzülme hatas? riskini büyük ?l?üde azalt?r. ?
- Hassas ?ekilde tasarlanm?? dolgu yükselticileri: 3D bask?, d?kümün s?cak ba?lant? alanlar?n?n üzerindeki büzülme yükselticilerinin hassas bir ?ekilde tasarlanmas?na ve bas?lmas?na olanak tan?yarak kat?la?ma büzülmesinin yaratt??? bo?lu?u doldurmak i?in sürekli bir erimi? metal ak??? sa?lar. D?kümün üzerindeki ta?ma yükselticilerinin gazlar? etkili bir ?ekilde tahliye edebildi?i ve b?ylece d?kümdeki g?zeneklilik kusurlar?n? azaltt??? g?sterilmi?tir. ?
- Alttan kesme ve karma??k yap?sal engelleri ortadan kald?r?n: Geleneksel süre?lerde, karma??k alt kesimler ve i? ge?itler birden fazla ma?an?n birle?tirilmesini gerektirir, bu da sadece montaj hatalar?n? art?rmakla kalmaz, ayn? zamanda kolayca yerinden ??km?? veya yanl?? hizalanm?? ma?alara da yol a?abilir. 3D bask?, birden fazla ayr? ma?an?n tek, karma??k, entegre bir ma?a halinde birle?tirilmesine olanak tan?yarak montaj ihtiyac?n? tamamen ortadan kald?r?r ve d?kümün do?rulu?unu ve kalitesini art?r?r. ?
Se?enek 2: E?it kat?la?ma i?in konformal so?utma
Kal?plar?n kendileri i?in 3D bask? e?it derecede devrimci olabilir. Taraf?ndanKonformal so?utma(konformal so?utma) teknolojisi, kal?b?n i?inde d?kümün yüzey konturlar?na uyan so?utma kanallar?n?n tasarlanmas?na olanak tan?r. .
- Prensip: Geleneksel so?utma kanallar? düz ?izgiler halinde a??l?r ve so?utulacak tüm alanlar? kapsamaz, bu da e?it olmayan kal?p s?cakl?klar?na neden olur. ?te yandan konformal so?utma, kavisli, serpantin so?utma kanallar?n? d?küm yüzeyine tam oturacak ?ekilde kal?ba entegre etmek i?in 3D bask? kullan?r. ?
- Avantaj: Bu tasar?m daha homojen bir so?utma sa?lar ve kal?b?n lokal olarak a??r? ?s?nmas? riskini ?nemli ?l?üde azalt?r. Daha dengeli bir s?cakl?k gradyan?, kat?la?ma sürecinin daha kontrollü olmas?, s?cak ba?lant?lar?n olu?umunun radikal bir ?ekilde azalt?lmas? ve b?ylece büzülmenin ?nlenmesi anlam?na gelir. Form takipli so?utma kal?b? kullan?m?n?n, kal?b?n so?utulmas? s?ras?ndaki s?cakl?k de?i?imini 18°C'ye kadar dü?ürdü?ü ve b?ylece d?kümde ?arp?lma riskini ?nemli ?l?üde azaltt??? g?sterilmi?tir. ?
Se?enek 3: Sorunlar? ortaya ??kmadan ?nce ?nlemek i?in dijital simülasyon ve h?zl? yineleme
3D bask?n?n dijital i? ak???, mühendislere üretime ge?meden ?nce "deneme yan?lma" i?in de?erli f?rsatlar sunuyor. .
- D?küm simülasyon yaz?l?m?: Mühendisler, erimi? metalin ak???n? ve kat?la?mas?n? simüle etmek i?in d?küm simülasyon yaz?l?m?n? (?rn. Cimatron) kullanabilir. Simülasyon sonu?lar? bir büzülme riski g?steriyorsa, kal?p tasar?m?, ?rne?in yolluk veya yükselticinin yerini de?i?tirerek h?zl? bir ?ekilde ayarlanabilir ve ard?ndan sanal olarak tekrar test edilebilir. ?
- H?zl? prototipleme ve yineleme: Fiziksel bir prototip gerekiyorsa, 3D bask? birka? saat veya gün i?inde bir kal?p veya ?ekirdek basabilir. Bu da mühendislerin maliyet ve h?z?n ?ok alt?nda bir maliyetle tasar?mlar? bir?ok kez yinelemesine ve do?rulamas?na olanak tan?r. Bu ?evik geli?tirme modeli, pahal? kal?p yap?m? ve uzun bekleme süreleri gerektiren geleneksel d?kümde hayal bile edilemez. ?
3. Sadece kusurlar? ortadan kald?rmak de?il, verimlilikte bir s??rama
D?küm büzülmesi sorununu ??zmek i?in 3D bask? teknolojisinin kullan?lmas?, yaln?zca ürün kalitesinin iyile?tirilmesini de?il, ayn? zamanda bir dizi i? de?eri zincirini de beraberinde getirir:
- Maliyetleri azalt?n: 3D bask?, pahal? fiziksel kal?p ve alet yap?m? unsurlar?n? ortadan kald?rarak üretim maliyetlerini ?nemli ?l?üde azalt?r. Ara?t?rmalara g?re, 3D bask? geleneksel y?ntemlere k?yasla 50%-90%'ye kadar tasarruf sa?layabilir. ?
- Teslimat süresini k?salt?n: Kal?p yap?m süresi haftalar hatta aylardan saatlere indirilerek ?irketlerin pazar taleplerine daha h?zl? yan?t vermeleri sa?land?. Bir vakada, bir ?irket kum 3D yaz?c? kullanarak teslim sürelerini dokuz hafta k?saltmay? ba?ard?. ?
- Azalt?lm?? hurda oran?: Kal?plar?n do?rulu?u ve tutarl?l??? büyük ?l?üde iyile?tirilerek insan hatas? veya kal?p a??nmas? ve y?pranmas?ndan kaynaklanan d?küm hatalar? azalt?lm?? ve b?ylece hurda oran? ?nemli ?l?üde dü?ürülmü?tür. ?
- Süreci basitle?tirin: Birden fazla par?an?n tek bir entegre bile?ende birle?tirilmesi, karma??k montaj süre?lerini basitle?tirir ve yüksek vas?fl? i?gücüne olan ba??ml?l??? azalt?r. ?
Sonu?: 3D bask? - d?küm endüstrisi i?in bir "tedavi"
D?küm büzülmesi münferit bir teknik sorun de?il, karma??k tasar?m ve yüksek hassasiyet gereksinimleri kar??s?nda geleneksel d?küm sürecinin maruz kald??? sistemik zorluklard?r. Endüstriyel kum 3D yaz?c?lar, benzersiz teknolojik avantajlar?yla soruna kayna??nda bir "?are" sunuyor. Mühendislere benzeri g?rülmemi? bir tasar?m ?zgürlü?ü tan?yarak büzülme riskini ortadan kald?r?r ve optimize edilmi? i? yap?lar ve so?utma sistemleri in?a etmelerini sa?lar. .
Modern d?küm i?letmelerinin mükemmel kalite, verimli üretim ve maliyet optimizasyonu aray??? i?in, 3D bask? art?k vazge?ilebilir "ek se?enekler" de?il, pazardaki ?iddetli rekabette kilit teknolojiler i?in ilk f?rsat? kazanmak i?in endüstriyel iyile?tirmeyi te?vik etmektir. Sadece bir ekipman par?as? de?il, ayn? zamanda gelece?e uzanan "dijital d?küm" k?prüsüdür, b?ylece eski "d?küm sorunlar?" ??zülecektir! .
]]>I. D?küm boyutuna g?re ekipman se?im stratejisi
D?kümün boyutu, hem mevcut gereksinimler hem de gelecekteki geli?meler g?z ?nünde bulundurularak se?ilmesi gereken bir kum 3D yaz?c?n?n ?zelliklerinin belirlenmesinde merkezi bir fakt?rdür:
- Mevcut d?küm boyutlar?n?n istatistiksel analizi
- ??letmelerin son 1-2 y?ll?k d?küm sipari?lerini, ürün türüne g?re (otomotiv par?alar?, havac?l?k yap?sal bile?enleri, pompalar ve valf kabuklar? gibi) s?n?fland?rma, her bir d?küm boyut aral???n?n uzunlu?u, geni?li?i ve yüksekli?ine ili?kin istatistikler, ?izim boyutu da??l?m histogram?na g?re kapsaml? bir ?ekilde s?ralamas? gerekir. ?rne?in, bir otomotiv d?kümhanesi istatistikleri, 60% motor blo?u d?kümlerinin 300-500 mm uzunlu?unda, 200-350 mm geni?li?inde, 150-250 mm yüksekli?inde oldu?unu buldu;
- En yüksek yüzdeye sahip "?ekirdek boyutu aral???n?" belirleyin ve bunu yaz?c?lar? filtrelemek i?in bir temel olarak kullan?n. Yukar?daki durumda oldu?u gibi, 3DPTEK'in 3DPTEK-J1800(kal?plama boyutu 1800 × 1200 × 1000mm), "kü?ük at arabalar?" (ekipman kal?plama boyutu ?ok büyük, ekipman alan?n? ve bask? maliyetlerini bo?a harc?yor) veya "i? i?in ?ok büyük" (ekipman) ?nlemek i?in motor blo?u kum bask? ihtiya?lar?n?n ?o?unu kolayca kar??layabilir. (ekipman kal?plama boyutu büyük d?kümleri basmak i?in yeterli de?ildir).
- Gelecekteki i? geni?lemesini dü?ünmek
- ??letmenin ?nümüzdeki 3-5 y?l i?in pazar planlamas?, yeni ürün geli?tirme plan? ile birlikte, s?z konusu olabilecek d?küm boyutu de?i?ikliklerini ?nceden tahmin edin. Rüzgar enerjisi ekipman? d?küm i?ini geli?tirmeyi planl?yorsan?z, ekipman yükseltmeleri i?in yeterli alan ay?rmak üzere rüzgar enerjisi g?beklerinin, kanatlar?n ve di?er büyük d?kümlerin (3-5 metreye kadar rüzgar enerjisi g?be?i ?ap?) boyutunu ?nceden ara?t?rman?z gerekir;
- Büyük d?kümler yaln?zca ara s?ra yap?l?yorsa, 3DPTEK'in 3DPTEK-J4000 Ultra büyük boyutlu yaz?c?lar (maks. kal?plama boyutu 4000×2000×1500mm) veya "kum kesme blo?u + birle?ik montaj" bask? stratejisi (3DPTEK ekipman?, blok kesme i?lemini kolayla?t?ran k?smi bask?y? destekler), ekipman tedarik maliyetlerini azalt?r.
- ?zel boyut gereksinimlerinin kar??lanmas?
- Ekstra uzun, ekstra geni?, ekstra ince vb. ?zel boyutlara sahip d?kümler i?in (?rne?in, en boy oran? 5:1'den fazla olan uzun ?aft d?kümleri, kal?nl??? 5 mm'den az olan ince duvarl? par?alar), kal?plama boyutlar?na ek olarak ekipman?n bask? do?rulu?unu ve kararl?l???n? da incelemek gerekir. 3DPTEK'in ba?l? enjeksiyon teknolojisi, ?zel boyutlu d?kümlerin kal?planmas?n?n ± 0,3 mm'lik yüksek bir hassasiyetle yap?lmas?n? sa?layarak, d?kümlerin boyutlardaki sapmalar nedeniyle hurdaya ??kmas?n? ?nler. Boyutsal sapmalar nedeniyle d?kümlerin hurdaya ??kmas?n? ?nler.
II. D?küm malzemeleri i?in uygun ekipman parametrelerinin se?imi
Farkl? d?küm malzemelerinin (?rne?in d?kme demir, d?kme alüminyum, d?kme ?elik) kum mukavemeti, hava ge?irgenli?i ve gaz üretimi i?in farkl? gereksinimleri vard?r ve bunlar?n ilgili ekipman parametreleri ve malzeme teknolojisi ile e?le?tirilmesi gerekir:
- Malzeme ?zellikleri ve kum talep analizi
- D?kme demir par?alar: Demirin iyi ak??kanl??? ve orta derecede kat?la?ma büzülmesi nedeniyle, kum kal?b?n?n d?küm s?ras?nda erozyon ve k?r?lmay? ?nlemek i?in kum kal?b?n?n mukavemetinin yüksek olmas? gerekir (?ekme mukavemeti ≥ 0.8MPa). 3DPTEK ekipman? ile e?le?en yüksek mukavemetli furan re?ine ba?lay?c?, silika kumu ile birlikte d?kme demir par?alar i?in kum bask? gereksinimlerini kar??layabilir;
- Alüminyum d?küm: Alüminyum s?v? kat?la?ma h?z? h?zl?d?r ve havay? emmesi kolayd?r, d?küm g?zeneklili?i kusurlar?n? ?nlemek i?in iyi hava ge?irgenli?i (hava ge?irgenlik de?eri ≥150) ve dü?ük gaz ??k??? (gaz ??k??? ≤15ml / g) gerektirir. 3DPTEK'in a??k kaynakl? malzeme süreci, ba?lay?c? formülünü ba?lay?c?n?n ihtiya?lar?na g?re ayarlayabilir ve d?küm alüminyum d?küm kum bask?s?n? kar??lamak i?in seramik kum, zirkonya kumu ve di?er dü?ük gaz ??k???, yüksek hava ge?irgenli?i kumu i?in uygundur.
- Malzeme uyumlulu?u ve parametre ayar?
- 3DPTEK kum 3D yaz?c?s?, ?ok ?e?itli d?küm kumlar?n? (kuvars kumu, inci kumu, kromit kumu vb. dahil) destekleyerek ?irketlerin d?küm malzemelerine ve maliyet hususlar?na g?re kum malzemelerini esnek bir ?ekilde se?melerine olanak tan?r. ?rne?in, yüksek kaliteli paslanmaz ?elik d?kümler üretilirken, kum kal?b?n?n y?kanmay? ?nleme ve yap??may? ?nleme ?zelliklerini iyile?tirmek i?in 3DPTEK'in ?zel ba?lay?c?s? ile zirkonyum kumu (yüksek s?cakl??a dayan?kl? ve kimyasal olarak kararl?) kullan?l?r;
- Ekipman?n nozul parametreleri (?rne?in delik ?ap?, püskürtme frekans?) ve ?s?tma ve kürleme parametreleri (kürleme s?cakl??? ve süresi) kum malzemesinin ?zelliklerine ve ba?lay?c? türüne g?re hassas bir ?ekilde ayarlanmal?d?r. ?rne?in, ince taneli kuvars kumu kullan?ld???nda, ba?lay?c?n?n kum par?ac?klar?n? e?it ?ekilde kaplamas?n? sa?lamak i?in püskürtme deli?inin ?ap?n? azaltmak (?rne?in, 0,3 mm'den 0,2 mm'ye) ve püskürtme frekans?n? art?rmak gerekir; termoset ba?lay?c? i?in, kum tipinin mukavemetinin kürlenmesini sa?lamak i?in ?s?tma kürleme e?risini optimize etmek (?rne?in, kürleme s?cakl???n? 150 ℃'den 180 ℃'ye ??karmak ve kürleme süresini 30 saniyeden 45 saniyeye uzatmak) gerekir.
- Yeni malzeme uygulama ve teknik destek
- D?küm endüstrisinin yüksek performansl?, hafif d?kümlere olan talebi artt?k?a, yeni tür kum malzemeleri (metal tozu ile kar??t?r?lm?? kompozit kum ve nano modifiye kum gibi) kademeli olarak uygulanmaktad?r. 3DPTEK, i?letmelerin ihtiya?lar?n? kar??lamak i?in uyarlanabilen yeni malzeme süre?lerini ara?t?rmaya ve geli?tirmeye ve kum bask?da yeni malzemelerin uygulanmas?n? h?zl? bir ?ekilde ger?ekle?tirmelerine yard?mc? olmak i?in malzeme ??zümlerini ?zelle?tirmeye devam etmektedir.
3DPTEK Kum 3D Yaz?c?lar?n Kapsaml? Avantajlar?
- Tam boyutlu ürün matrisi: 3DPTEK, boyutlar? 1,6 metre ile 4 metre aras?nda de?i?en eksiksiz bir kum 3D yaz?c? serisine sahiptir. 3DPTEK-J1600Prove3DPTEK-J1600Plusve3DPTEK-J1800ve3DPTEK-J1800Sve3DPTEK-J2500ve3DPTEK-J4000 ??letmelerin farkl? boyutlar?n?, farkl? boyutlardaki d?küm bask? ihtiya?lar?n? kar??lamak, ekipman ?zelliklerinin s?n?rlamalar? nedeniyle i?letmelerin sipari?leri ka??rmas?n? ?nlemek gibi ?e?itli modeller.
- a??k kaynak malzeme süreciKullan?c?lar?n malzeme maliyetini dü?ürmek i?in ba?lay?c? ve kum malzemesi formülünü gerekti?i gibi ayarlamalar?n? destekler 20%-30%. Ayn? zamanda, kum kal?plaman?n istikrarl? kalitesini sa?lamak ve i?letmenin malzeme se?imi ve süre? optimizasyonu sorunlar?n? ??zmek i?in yüksek performansl? re?ine ba?lay?c?, kürleme maddesi ve temizleme maddesi ile donat?lm??t?r.
- Yüksek hassasiyetli kal?plama teknolojisiPiezoelektrik inkjet teknolojisi, yüksek ??zünürlüklü inkjet sistemi ve ±0,3 mm yüksek hassasiyetli bask? elde etmek i?in ?zel ba?lay?c? formülü kullan?r, bu da d?kümlerin i?leme pay?n? etkili bir ?ekilde azalt?r ve d?küm kalitesini ve üretim verimlili?ini art?r?r, ?zellikle havac?l?k, otomotiv ve hassasiyet konusunda kat? gereksinimleri olan di?er endüstriler i?in uygundur.
- Kum kutusuz esnek alan kal?plamaAs 3DPTEK-J4000 Kum havuzu i?ermeyen esnek alan ?ekillendirme teknolojisinin yenilik?i kullan?m?, yerel bask? deste?i, geleneksel kutu bask?s?na k?yasla büyük boyutlu kum kal?plar?n?n üretimini sa?lamak i?in uygun maliyetli ve verimli olabilir, ekipman ayak izi 30%'den daha fazla azalt?l?r ve bask? maliyeti 15%-20% oran?nda azalt?l?r.
3DPTEK kum 3D yaz?c?lar?n kapsaml? avantajlar? ile birlikte d?küm boyutu ve malzemesine dayal? yukar?daki se?im stratejisi sayesinde i?letmeler, ekipman performans? ve üretim ihtiya?lar? aras?nda yüksek derecede uyumluluk elde etmek i?in ekipman?n parametrelerini do?ru bir ?ekilde e?le?tirebilir ve ayn? zamanda d?küm kalitesini art?rabilir, üretim maliyetlerini dü?ürebilir ve pazar rekabet gücünü art?rabilir.
]]>工業級蠟模 3D 打印機:2025 年大型鑄造全指南,縮短 80% 周期 + 提升精度方案最先出現在三帝科技股份有限公司。
]]>I. Endüstriyel balmumu 3D yaz?c? nedir? Temel Tan?m + Geleneksel Süre?lerle Kar??la?t?rma
Endüstriyel s?n?f balmumu kal?pl? 3D yaz?c?Se?ici lazer sinterleme (SLS) TeknolojiKatman katman kayna?t?r?lan ve do?rudan kay?p mum hassas d?küm i?in kullan?labilen d?küm mumu tozundan / mum benzeri tozdan yap?lm?? yüksek hassasiyetli mum kal?plar?n?n üretimi i?in endüstriyel bir makinedir. Geleneksel mum kal?plama i?lemine g?re ?nemli avantajlara sahiptir ve ?zellikle büyük d?küm senaryolar? i?in uygundur (500 mm'nin üzerindeki par?a boyutlar?):
| kar??la?t?rma boyutu | Endüstriyel Balmumu Kal?p 3D Yaz?c? | Geleneksel Balmumu Kal?plama ??lemi (El Yap?m? / CNC) |
| üretim d?ngüsü | 3-7 gün (büyük balmumu modelleri) | 2-4 hafta |
| Boyutsal do?ruluk | ±0.1mm | ±0,5-1mm |
| Karma??k yap? ger?ekle?tirme | ?? so?utma kanallar?n?n, ince duvarl? petek yap?lar?n kolay bask?s? | Birden fazla balmumu kal?p setinin s?külmesi gerekir ve montaj hatalar?na a??kt?r. |
| i??ilik maliyeti | Otomatik bask?, 1 ki?i birden fazla makineyi ?al??t?rabilir | Kalifiye zanaatkarlara ba??ml?l?k, yüksek i??ilik maliyetleri 300% |
| Malzeme kullan?m? | 90% Yukar?da (sinterlenmemi? balmumu tozu geri d?nü?türülebilir) | 60%-70% (kesme / manuel at?k) |
| Tasar?m Yinelemesi | CAD dosyalar? de?i?tirildikten sonra birka? saat i?inde yeniden bas?labilir. | Yeniden kal?plama gerekli, uzun teslim süresi |
D?kümhaneler i?in endüstriyel s?n?f mum kal?p 3D yaz?c?lar?n 4 temel faydas? (sekt?rün sorunlu noktalar?n? ??zme)
1. Azalt?lm?? ?evrim süresi 80%, sipari? gereksinimlerine h?zl? yan?t
Geleneksel süre?leri kullanarak büyük bir otomotiv motor blo?unun balmumu kal?b?n? yapmak ü? hafta sürüyor, ancak endüstriyel s?n?f 3D yaz?c?lar bunu sadece ü? günde yapabiliyor. Bir havac?l?k d?kümhanesi LaserCore-5300 kullanarak bir türbin kanad?n?n mum modelini tasar?mdan bitmi? ürüne 48 saatte basarak geleneksel sürece k?yasla 80% k?saltt? ve yeni bir ürünün deneme üretim d?ngüsünü 3 aydan 1 aya indirerek pazardaki ilk f?rsat? yakalad?.
2. 5 kat daha hassas, d?küm ?skartalar?n? azalt?r
Endüstriyel s?n?f mum kal?p 3D yaz?c?, ±0,1 mm hassasiyete ve Ra≤1,6μm yüzey kalitesine sahiptir, bu da d?küm sonras? i?lem sürecini azaltabilir. Geleneksel süre?le yap?lan mum kal?b?n büyük hatas? nedeniyle, d?küm hurda oran? 15%'yi a?arken; 3D bask?l? mum kal?p hurda oran?n? 5%'nin alt?na dü?ürür ve bir d?kümhane büyük valf d?kümleri üretir ve hurda kayb?n? y?lda 800.000 RMB azalt?r.
3. Zorlu d?küm elde etmek i?in yap?sal s?n?rlamalar? a?mak
"Kal?p ay?rma" sorunlar?n? dikkate almaya gerek yoktur, ?zellikle üst düzey üretim i?in geleneksel süre?lerle elde edilmesi imkans?z olan tasar?mlara izin verir:
- Havac?l?k ve uzay:Türbin kanatlar?n?n i?indeki ?ok katmanl? so?utma kanallar?(Geleneksel süre? 5 set balmumu kal?b?n s?külmesini gerektirirken, 3D bask? kal?b? montaj hatas? olmadan tek seferde olu?turabilir);
- Arabalar:Entegre motor blo?u yolluklar?(10% ile sondaj sonras? süre? azalt?lm?? ve ak??kan verimlili?i art?r?lm??t?r);
- A??r makineler:Büyük kabuklar i?in ince duvarl? bal pete?i yap?s?(2 mm'ye kadar dü?ük duvar kal?nl???, 20% a??rl?k azalt?m?, 15% mukavemet art???).
4. Uzun vadeli maliyet dü?ü?leri 40%, ekipman yat?r?m?n?n dengelenmesi
Endüstriyel s?n?f balmumu kal?pl? bir 3D yaz?c? i?in yüksek ilk yat?r?ma (50.000 $ +) ra?men, tam ya?am d?ngüsü temelinde ?nemli maliyet avantajlar? vard?r:
- Kal?p maliyetlerini ortadan kald?r?n: Geleneksel büyük CNC balmumu kal?plar?n?n maliyeti 200.000 RMB'nin üzerindedir ve bu maliyet 3D bask? ile tamamen ortadan kald?r?labilir;
- Azalt?lm?? i??ilik maliyetleri: 1 ki?i 3 makineyi ?al??t?rabilir ve geleneksel süre?lere k?yasla 80% i??ilik azal?r;
- Hurda kayb?n?n azalt?lmas?: hassas iyile?tirme, d?küm hurda oran?n? 15%'den 5%'ye dü?ürerek y?ll?k malzeme maliyetinde 500.000 RMB'den fazla tasarruf sa?lad?.
Endüstriyel balmumu 3D bask? i? ak???: Tasar?mdan balmumu kal?ba 6 ad?m (büyük ?l?ekli d?küm i?in)
Endüstriyel mum 3D bask? süreci son derece otomatiktir ve karma??k insan müdahalesi gerektirmez. Temel ad?mlar a?a??daki gibidir (?rne?in, büyük bir türbin kanad?n?n mumla kal?planmas?):
- Dijital tasar?m ve optimizasyonBalmumu kal?b?n?n 3D modeli SolidWorks/AutoCAD'de olu?turulur, d?küm metal ?zelliklerine g?re büzülme ayr?l?r (?rne?in ?eli?in 1%-2%'den büyütülmesi gerekir), yolluk ve havaland?rma yap?s? tasarlan?r ve STL format?nda bir dosya olarak d??a aktar?l?r;
- Cihaz parametre ayar?D?küm mumu tozunu bir yaz?c?ya (?rn. LaserCore-6000) yükleyin ve parametreleri ayarlay?n: katman kal?nl??? 0,08-0,35 mm, lazer gücü 55-300 W, kal?plama h?z? 80-300 cm3/sa, büyük mum modellerinin bask?s?na uygun oldu?undan emin olmak i?in;
- otomati?k baskiCihaz ?al??t?r?ld?ktan sonra lazer, balmumu tozunu dilimleme y?rüngesine g?re katman katman sinterler. Büyük balmumu kal?plar?n?n (?rne?in 1050 x 1050 x 650 mm) insan müdahalesi olmadan bas?lmas? 10-20 saat sürer ve geceleri g?zetimsiz olarak bas?labilir;
- Yazd?rma sonras? temizlikBalmumu kal?b? tamamland?ktan sonra, bo?luktan ??kar?n ve yüzeydeki fazla balmumu tozunu bas?n?l? hava ile üfleyin (bu balmumu tozu do?rudan geri d?nü?türülebilir) ve balmumu kal?b?nda delik ve ?atlak olup olmad???n? kontrol edin (3D bask?l? balmumu kal?plar?n?n kusur oran? 1%'den azd?r);
- Balmumu kal?p montaj? (seri üretim)Toplu d?küm gerekiyorsa, d?küm sürecinin verimlili?ini art?rmak i?in ayr? mum kal?plar? bir "mum a?ac?na" ba?lan?r;
- Kay?p balmumu d?kümü i?in uygundurBalmumu kal?b?, yüksek s?cakl??a dayan?kl? bir seramik kabuk olu?turmak i?in seramik bir bulamaca dald?r?l?r ve daha sonra balmumu kal?b?n? ??karmak i?in 700-1000°C'lik bir f?r?nda yak?l?r (3D bask? balmumu kal?b?n?n kül i?eri?i <0,1%'dir ve yanma kal?nt? b?rakmadan tamamlan?r), b?ylece metal d?külebilir.
Bir d?kümhane i?in endüstriyel s?n?f bir mum 3D yaz?c? nas?l se?ilir? 4 temel se?im kriteri
1. Kal?plama alan? ?nceli?i: büyük d?küm gereksinimleri i?in uygundur
500-1000 mm boyutlar?ndaki büyük d?küm par?alar (?rne?in otomotiv motor bloklar?, havac?l?k ?er?eveleri) ≥500×500×500 mm kal?plama alan?na sahip modellerin se?ilmesini gerektirir:
- Kü?ük ve orta ?l?ekli d?kümhaneler i?in (par?a boyutu 500-700 mm): 700 x 700 x 500 mm kal?plama alan?na sahip modeller (?rn. LaserCore-5300) mevcuttur;
- Büyük d?kümhaneler (par?a boyutu 700-1000 mm): 1050 x 1050 x 650 mm kal?plama alan?na sahip bir model ?neriyoruz (?rn. LaserCore-6000).
2. Teknoloji tipi kilit SLS: Balmumu kal?plar?n?n sa?laml???n? ve hassasiyetini sa?lama
SLS teknolojisi balmumu tozunu lazerle sinterler, balmumu kal?plar? yüksek yo?unlu?a (≥0.98g/cm3) ve yüksek mukavemete (e?ilme mukavemeti ≥15MPa) sahiptir, bu da seramik macunu kaplama ve ta??ma s?ras?nda d?? kuvvetlere dayanabilir ve deformasyonu ?nleyebilir. Di?er teknolojilerle (?rne?in FDM) yap?lan mum kal?plar dü?ük mukavemete sahiptir, kolayca hasar g?rür ve büyük ?l?ekli d?küm i?in uygun de?ildir.
3. Temel parametrelere odaklan?n: do?ruluk, h?z ve malzeme uyumlulu?u
- do?ru: ±0,1 mm modellerin se?ilmesi, d?küm boyutlar?n?n kar??lanmas?n? ve i?lem sonras? i?lemlerin en aza indirilmesini sa?lar;
- ?ekillendirme oran?Büyük balmumu kal?plar?n?n üretim verimlili?ini art?rmak i?in 200 cm3/saat'ten daha fazla (?rne?in 300 cm3/saat'e kadar AFS LaserCore-6000) olan modellere ?ncelik verilmektedir;
- Malzeme uyumlulu?u: Farkl? ala??mlar?n (alüminyum ala??mlar?, ?elik, titanyum ala??mlar?) d?kümünü desteklemek i?in ?ok ?e?itli d?küm mumlar? (?rne?in dü?ük küllü d?küm mumlar?, yüksek s?cakl?k mumlar?) gereklidir.
4. Yaz?l?m ve hizmetler: ge?i?i daha az zorla?t?rmak
- Yaz?l?m?n ana CAD formatlar? (STL/OBJ) ile uyumlu olmas? ve d?küm simülasyonu (mum kal?p yap?s?n?n optimizasyonu ve kusurlar?n azalt?lmas?) ile birlikte gelmesi gerekmektedir;
- Hizmet sa?lay?c?lar?n tam süre? deste?i sa?lamas? gerekmektedir: ücretsiz operat?r e?itimi (3 gün i?inde operasyona hakim olunmas?n? sa?lamak i?in), ekipman kurulumu ve devreye alma, 24 saat sat?? sonras? müdahale (yurti?i kap?dan kap?ya hizmet ≤ 24 saat).
V. 2025 y?l?nda endüstriyel s?n?f mum kal?p 3D yaz?c?lar?n popüler modellerinin ?nerilmesi (farkl? d?küm ihtiya?lar?na uyarlanm??)
Sekt?rden gelen geri bildirimlere ve ger?ek uygulama ?rneklerine dayanarak, 2025 y?l?nda a?a??daki 3 model büyük d?küm alan?nda ?ne ??kmakta ve giri?ten üst düzey senaryolara kadar uzanmaktad?r:
| modeller | ?ekillendirme alan? (mm) | Teknoloji türü | do?ru | ?ekillendirme oran? | Uygulanabilir Senaryolar | Temel gü?lü y?nler |
| AFS-500 (giri? seviyesi) | 500 x 500 x 500 | SLS | ±0.1mm | 80-150cm3/h | Endüstriyel aletler, kü?ük ve orta boy d?kümler (500 mm'ye kadar) | Uygun maliyetli, dü?ük gü? tüketimi (15KW), kü?ük ve orta ?l?ekli d?kümhaneler i?in uygun deneme üretimi |
| LaserCore-5300 (orta ila üst düzey) | 700 x 700 x 500 | SLS | ±0.1mm | 150-250cm3/h | Havac?l?k ve uzay türbin kanatlar?, otomotiv par?alar? (500-700mm) | H?zl? yineleme, istikrarl? do?ruluk, ?ok malzemeli bask? i?in uygun |
| LaserCore-6000 (üst düzey) | 1050 x 1050 x 650 | SLS | ±0.1mm | 250-300cm3/h | Büyük otomotiv motor bloklar?, havac?l?k ?er?eveleri (700-1000mm) | Ekstra geni? kal?plama alan?, seri üretimde yüksek verimlilik, yüksek üretim d?kümhaneleri i?in uygun |
Model vurgular? analizi
- AFS-500Dü?ük giri? maliyeti, kullan?m? kolay, 1 ki?i birden fazla makineyi y?netebilir, 3D bask?y? ilk kez deneyen kü?ük ve orta ?l?ekli d?kümhaneler i?in, endüstriyel aletlerin, vanalar?n vb. kü?ük ve orta ?l?ekli mum kal?plar? i?in uygundur;
- LaserCore-5300Türbin kanatlar? i?in balmumu kal?plar? havac?l?k ve uzay endüstrisinde yayg?n olarak kullan?lmaktad?r ve yüksek yüzey kalitesine sahiptir, sonradan parlatma ihtiyac?n? ortadan kald?r?r ve d?küm verimini 95%'nin üzerine ??kar?r;
- LaserCore-6000Makine, ?in'de 1050 mm'lik mum kal?plar? basabilen az say?daki makineden biridir ve tek bir ?al??mada 20 kü?ük ve orta boy mum kal?b? (?rne?in otomotiv par?alar?) yerle?tirerek makine kullan?m oran?n? 60% art?rabilir.
Endüstriyel Balmumu Kal?p 3D Bask?da S?k Kar??la??lan Sorunlar + Uzman ??zümleri
1. Ekipmana yap?lan ilk yat?r?m yüksek mi? -- A?amal? yat?r?m riski azalt?r
Kü?ük ve orta ?l?ekli d?kümhaneler, yüksek katma de?erli par?alar?n (?rn. hassas valfler) mum kal?plamas? i?in giri? seviyesi modeller (?rn. AFS-500) sat?n alabilir, yüksek marjl? sipari?lerle maliyetleri h?zla geri kazanabilir ve 1-2 y?l sonra daha yüksek kaliteli modellere ge?ebilir.
2. Balmumu kal?plar?n eksik yak?lmas? kusurlu d?kümlere yol a?ar m?? -- Sinterleme ve f?r?nlama parametrelerinin optimizasyonu
- Bask? yaparken: Balmumu kal?b?n sinterlenmi? yo?unlu?unun ≥0,98g/cm3 olmas?n? sa?lamak ve i? g?zeneklili?i azaltmak i?in lazer gücünü (55-80W) ayarlay?n;
- Pi?irme: F?r?n?n s?cakl??? kademeli olarak 700°C'den 1000°C'ye yükseltilir ve balmumu kal?plar?n?n tamamen buharla?mas?n? sa?lamak i?in 2-3 saat bekletilir (bu, seramik kabuklar?n a??rl???ndaki de?i?imle do?rulanabilir).
3. Balmumu tozu geri d?nü?ümü zor, malzeme at???? -- Otomatik geri d?nü?üm sistemini yap?land?r?n
Otomatik eleme ve kurutma i?levine sahip balmumu tozu geri d?nü?üm ekipman? se?ilerek, sinterlenmemi? balmumu tozu i?lemden hemen sonra yeniden kullan?labilir ve malzeme kullan?m oran? 90%'den 95%'nin üzerine ??kar?larak y?lda 200.000 yuan malzeme maliyeti tasarrufu sa?lanm??t?r.
4. Ekip operasyon konusunda yetenekli de?il, bu da verimlili?i etkiliyor mu? -- Hepsi bir arada hizmet olarak "ekipman + e?itimi" tercih edin.
Ekipman?n normal ?al??mas?n? sa?lamak i?in ücretsiz e?itim (AFS markas? gibi), ekipman?n günlük ?al??mas?nda ustala?mak i?in operat?rlere 1'e 1 ??retim, sorun giderme sa?layan bir servis sa?lay?c? se?in.
VII. Sonu?: Endüstriyel S?n?f Balmumu Kal?p 3D Yaz?c?, D?kümhane D?nü?ümü i?in "Olmazsa Olmaz Ekipman"
Rekabetin giderek artt??? büyük ?l?ekli d?küm endüstrisinde "yüksek hassasiyet, h?zl? d?ngü süresi, dü?ük maliyet" temel bir yetkinlik haline gelmi?tir - endüstriyel s?n?f mum 3D yaz?c?lar, d?ngü süresini 80% k?saltarak, hassasiyeti 5 kat art?rarak ve uzun vadede maliyetleri 40% azaltarak d?kümhanelerin geleneksel süre? k?s?tlamalar?n? a?mas?na yard?mc? olur. D?kümhanelerin geleneksel süre?lerin s?n?rlamalar?n? a?mas?na yard?mc? olmak i?in.
2025 y?l?nda LaserCore serisi gibi modellerin ticarile?tirilmesi havac?l?k, otomotiv ve a??r makine gibi sekt?rler i?in tasar?mdan mum kal?ba h?zl? bir yol sa?layacakt?r. D?kümhaneler i?in do?ru endüstriyel mum 3D yaz?c?y? se?mek yaln?zca maliyetleri dü?ürmek ve verimlili?i art?rmakla kalmayacak, ayn? zamanda zor d?küm sipari?lerinin kilidini a?acak ve gelece?in d?küm endüstrisinde endüstriyel mum 3D bask?n?n temel de?eri olan üst düzey üretimde bir yer edinmelerini sa?layacakt?r.
工業級蠟模 3D 打印機:2025 年大型鑄造全指南,縮短 80% 周期 + 提升精度方案最先出現在三帝科技股份有限公司。
]]>4 米級大型砂型鑄造 3D 打印機:2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現在三帝科技股份有限公司。
]]>Navigasyonu okuyun
- I. Geleneksel Büyük ?l?ekli Kum ??leminin 4 S?k?nt? Noktas?, 4 Metrelik 3D Bask? Nas?l K?r?l?r?
- ?kincisi, 4 metre s?n?f? büyük kum 3D yaz?c? ?ekirdek analizi: 3DPTEK-J4000 parametreleri ve teknik avantajlar?
- 4 metrelik kum 3D bask?n?n 5 temel avantaj?: kurumsal rekabet gücüne do?rudan destek
- D?rdüncü olarak, 4 metre kum 3D bask? 4 ana endüstri uygulama senaryosu (ger?ek vakalarla)
- V. Do?ru ??zümü se?in: 3DPTEK "ekipman + ekolojik" entegre hizmetler
- 2025'te Büyük ?l?ekli Kum 3D Bask?da Gelecek Trendler: "Daha Büyük, Daha Ak?ll? "ya Do?ru
- Sonu?: 4 metrelik kum 3D bask?, büyük d?küm üretiminde yeni bir ?a? a??yor
I. Geleneksel Büyük ?l?ekli Kum ??leminin 4 S?k?nt? Noktas?, 4 Metrelik 3D Bask? Nas?l K?r?l?r?
Geleneksel büyük ?l?ekli kum üretimi (2 metreden büyük), i?inden ??k?lmaz bir sorun noktas? olan "kal?p yap?m? - kum ?ekirde?i s?kme - manuel montaj" gibi birden fazla a?ama gerektirir. 4 metrelik kum 3D bask?, "entegre kal?plama + dijital süre?" sayesinde tam bir at?l?m ger?ekle?tirir. 4 metrelik kum 3D bask?, "entegre kal?plama + dijital süre?" yoluyla bir d?nüm noktas?d?r:
| A?r? noktas?n?n türü | Geleneksel el sanatlar?n?n durumu | 4 metrelik kum 3D bask? ??zümü |
| uzun teslim süresi | 4 metre kum kal?b? üretmek i?in 4-8 hafta (sadece kal?plama i?in 2-4 hafta) | Tüm kum bask?y? tamamlamak i?in 2-5 gün, tam d?ngü süresini k?salt?r 80% |
| Yap?sal s?n?rlamalar | Karma??k i? kanallar, topoloji optimizasyonlu yap?lar 10 setten fazla kum ?ekirde?inin s?külmesini gerektirir ve montaj hatalar?na a??kt?r. | Karma??k yap?lar? tek par?a halinde yazd?r?n, s?kmeye gerek yok, hata ≤ 0,3 mm |
| yüksek maliyet | Büyük metal kal?plar?n maliyeti 500.000 dolar?n üzerindedir ve elle montaj i?in günde 10 ki?i gerekir. | Kal?p maliyeti yok, otomatik bask? 80% i??ili?ini azalt?r |
| Yüksek hurda oran? | Kum ma?a ekleme bo?luklar? d?küm hatalar?na ve hurda oran?na yol a?ar 15%-20% | Hurda oran?n? 5%'nin alt?na dü?ürmek i?in diki?siz kum kal?plama + simülasyon optimizasyonu |

?kincisi, 4 metre s?n?f? büyük kum 3D yaz?c? ?ekirdek analizi: 3DPTEK-J4000 parametreleri ve teknik avantajlar?
1. Anahtar parametre: büyük d?kümler i?in tam senaryo gereksinimlerini kar??lay?n
3DPTEK-J4000 Sekt?rde bir referans ekipman? olarak, kü?ük bir yaz?c?n?n basit bir büyütmesi de?il, a?a??daki temel parametrelerle büyük ?l?ekli kum üretimi i?in ?zel bir tasar?md?r:
- Maksimum kal?plama boyutu: 4000mm x 2000mm x 1000mm (4 metre uzunlu?unda ve 2 metre geni?li?inde tüm kum desenini ekleme yapmadan yazd?rabilir);
- ??lem türü: Mürekkep püskürtmeli ba?lay?c? enjeksiyonu (3DP), kuvars kumu, seramik kumu ve seramik kumu gibi ?zel d?küm kumlar? i?in uygundur;
- Do?ruluk ve ??zünürlük: Boyutsal do?ruluk ±0.3mm, nozul ??zünürlü?ü 400dpi, Ra6.3μm'ye kadar yüzey kalitesi;
- Katman kal?nl??? ve verimlilikKatman kal?nl??? 0,2-0,5 mm'ye kadar ayarlanabilir ve 2-3 set orta boy kum deseni (?rne?in 2 metre uzunlu?unda pompa g?vdesi desenleri) tek bir günde bas?labilir;
- Malzeme kullan?m?: 5%'den daha az malzeme israf? ile 100% kürlenmemi? kum geri d?nü?türüldü.


2. Temel teknoloji: maliyetleri dü?ürmek i?in "kumsuz esnek alan kal?plama"
Geleneksel 4 metrelik kum kal?plama makineleri büyük kum kutular?n?n sabitlenmesini gerektirir ve tek bir bask?n?n onlarca ton kumla doldurulmas? gerekir ki bu da son derece maliyetlidir. Ve 3DPTEK-J4000 "Kumsuz Esnek Alan Kal?plama Teknolojisi" ile bir ????r a??lm??t?r:
- Sabit bir kum kutusu ihtiyac?n? ortadan kald?r?r, kum yata?? alan?n? kum deseninin boyutuna g?re dinamik olarak ayarlar ve kullan?lan 70% kum miktar?n? azalt?r;
- Büyük z?mpara kutusu altyap? yat?r?m?n?n ortadan kald?r?lmas? (geleneksel z?mpara kutusunun maliyeti 200.000 yuan'dan fazlad?r);
- Ekipman sat?n alma maliyeti 2,5 metre s?n?f? ile ayn?d?r ve 50% daha yüksek yat?r?m getirisi sa?lar.
4 metrelik kum 3D bask?n?n 5 temel avantaj?: kurumsal rekabet gücüne do?rudan destek
1. ?evrim süresinin azalt?lmas? 80%, pazar f?rsat?n? yakalay?n
Geleneksel y?ntemle 4 metrelik bir motor blo?u kum kal?b? yapmak 6 hafta sürerken, 3DPTEK-J4000'in bask?y? tamamlamas? yaln?zca 3 gün sürüyor ve tasar?mdan d?küm teslimat?na kadar tüm d?ngü 3 aydan 1 aya s?k??t?r?l?yor. Bir a??r makine ?irketi, büyük di?li kutusu kabu?u kum kal?b? yapmak i?in kulland?, yeni ürünler planlanandan 2 ay ?nce piyasaya ??kt? ve pazar segmenti 30% pay?n? ele ge?irdi.
2. "Büyük boyutlu + karma??k" entegre kal?plamaya do?ru
Geleneksel proseslerin "s?y?rma" ve "ekleme" k?s?tlamalar?n? dikkate almaya gerek yoktur, bu da zor tasar?mlara olanak tan?r:
- Havac?l?k ve Uzay: 4 metre uzunlu?unda türbin muhafazas?Dahili ?ok katmanl? so?utma kanallar?(Geleneksel süre?, 3D bask? ile tek bir ge?i?te kal?planan 12 kum ?ekirde?inin b?lünmesini gerektirir);
- Enerji: 3 metre ?ap?nda rüzgar türbini flan??Topoloji a??s?ndan optimize edilmi? a??rl?k azalt?c? yap?lar(A??rl?k azalt?m? 20%, mukavemet art??? 15%);
- Endüstriyel makineler alan?nda: 4 metre uzunlu?unda pompa g?vdeleriSpiral Solucan Yap?s?(Ekleme bo?lu?u yok, s?v? verimlili?inde 8% art??).
3. Uzun vadeli maliyet azalt?m? 40%, k?sa geri ?deme süresi
Ekipmana yap?lan yüksek ilk yat?r?ma ra?men, tüm ya?am d?ngüsü üzerinden hesapland???nda maliyet avantaj? ?nemlidir:
- Kal?p maliyetinden tasarruf edin: büyük d?kümlerin y?lda 2-3 set kal?b? de?i?tirmesi gerekir, 3D bask? tamamen ortadan kald?r?labilir ve y?lda 1 milyon yuan'dan fazla tasarruf sa?lanabilir;
- Hurda kayb?n? azalt?n: büyük valf kumu üretimi yapan bir d?kümhane, hurda oran?n? 18%'den 4%'ye dü?ürerek y?ll?k 500.000 yuan zarar? azaltt?;
- Dijital envanter: Kum modelleri CAD dosyalar? olarak depolan?r, b?ylece depoda fiziksel kal?plar? istifleme ihtiyac? ortadan kalkar ve 100 m2 depolama alan?ndan tasarruf edilir.
4. "Toplu + ?zel" ?ift modlu üretimi destekleyin
4 metrelik kal?plama alan? sadece büyük kum kal?plar?n?n bas?lmas?na de?il, ayn? zamanda seri üretim i?in kü?ük par?alar?n yerle?tirilmesine de olanak tan?yor:
- 200 kü?ük pompa g?vdesi ?ekirde?i tek bir bask? ?al??mas?nda i? i?e yerle?tirilebilir (geleneksel süre?ler toplu üretim gerektirir);
- 60% ile ekipman kullan?m?n? art?rarak "1 set büyük kum deseni + kü?ük kum ?ekirde?i" kar???k bask?y? destekler;
- ?zelle?tirme ihtiya?lar?na h?zl? yan?t, tasar?mda yap?lan de?i?iklikler sadece CAD dosyas?n?n güncellenmesini gerektirir, yeniden modellemeye gerek yoktur.
5. ?evresel gerekliliklere uyun, ye?il üretime yard?mc? olun
Küresel ?evre düzenlemeleri s?k?la??yor (?rne?in, ?in'in "?ift karbon" politikas?, AB karbon tarifeleri) ve 4 metrelik kum 3D bask?, iki ana teknoloji arac?l???yla ?evresel ihtiya?lar? kar??l?yor:
- Hava kirlili?ini azaltmak i?in dü?ük VOC ba?lay?c?lar?n kullan?lmas? (emisyonlar ulusal standart 60%'nin alt?nda);
- Kum 100% geri d?nü?türülür ve yeniden kullan?l?r, b?ylece kat? at?k emisyonlar? y?lda 100 tondan fazla azalt?l?r ve bu da ye?il fabrika sertifikas? gerekliliklerini kar??lar.
D?rdüncü olarak, 4 metre kum 3D bask? 4 ana endüstri uygulama senaryosu (ger?ek vakalarla)
1. Otomotiv ve ticari ara?lar: yeni enerji kamyonlar? i?in temel bile?enler
- Uygulama: 4 metre uzunlu?unda yeni enerji a??r kamyonuEntegre motor muhafazas?Büyük motor blo?u kum kal?plama;
- ?rnek olay: bir otomobil ?irketi 3DPTEK-J4000 Motor kabu?unun kum kal?b?n?n bas?lmas?yla, ?evrim süresi 4 haftadan 3 güne k?sal?r ve ince d?küm duvar?nda (2,5 mm) kusur olmaz, bu da motorun a??rl???n? 30% azalt?r ve menzil 100 km artar.
2. Havac?l?k ve savunma: büyük hafif yap?sal bile?enler
- Uygulama: 4 metre uzunlu?undaHava motoru türbin muhafazalar?Füze tüpü kum kal?plama;
- Avantaj?: kum ma?a birle?tirme hatalar?n? ?nlemek i?in entegre bask?, havac?l?k ve uzay "s?f?r hata" gereksinimlerini kar??lamak i?in CT7 seviyesine kadar d?küm boyutsal do?rulu?u.
3. Endüstriyel makine ve enerji sekt?rü: a??r ekipman i?in temel bile?enler
- Uygulama: 4 metre uzunlu?undaBüyük Pompa G?vdesi Sonsuz G?vde3 metre ?ap?ndaki rüzgar türbini di?li kutusu muhafazalar?n?n kum kal?ba d?külmesi;
- ?rnek: Bir a??r sanayi kurulu?u bunu pompa g?vdesinin kum desenini basmak i?in kullan?r, ak??kan kanal?n?n yüzey kalitesi 50% iyile?tirilir, pompa g?vdesinin verimlili?i 75%'den 82%'ye ??kar?l?r ve y?ll?k enerji tüketimi 1,2 milyon yuan tasarruf edilir.
4. Sanat ve mimari alan?nda: büyük boy bronz heykeller
- Uygulama: 60 metre uzunlu?unda bronz heykelSegmentli kum kal?plar?(?rne?in Nanjing'deki "Dokuz At" heykeli);
- Faydalar?: Büyük ah?ap kal?plara olan ihtiyac? ortadan kald?r?r, karma??k sanatsal dokulara izin verir ve heykel üretim d?ngüsünü 1 y?ldan 3 aya indirir.
V. Do?ru ??zümü se?in: 3DPTEK "ekipman + ekolojik" entegre hizmetler
4 metrelik kum 3D bask?n?n ba?ar?s? yaln?zca yüksek kaliteli ekipman de?il, ayn? zamanda eksiksiz bir ekolojik destek de gerektiriyor. 3DPTEK, kurumsal d?nü?ümün zorlu?unu azaltmak i?in "u?tan uca" ??zümler sunuyor:
- Tescilli malzemelerD?küm kalitesini sa?lamak i?in 30'dan fazla kum ba?lay?c? formülasyonu (?rne?in alüminyum ala??ml? d?küm i?in dü?ük viskoziteli ba?lay?c?, ?elik d?küm i?in yüksek s?cakl??a dayan?kl? ba?lay?c?);
- ak?ll? yaz?l?mMetal s?v? ak???n?, so?utma büzülmesini simüle edebilen, kum tasar?m?n? ?nceden optimize edebilen ve deneme yan?lma maliyetini azaltan bir d?küm simülasyon sistemi ile birlikte gelir;
- Tam Süre? HizmetiCAD modellemeden, kum bask?dan d?kümlerin son i?lemlerine kadar tam süre? deste?i, ücretsiz operat?r e?itimi (3 gün i?inde ekipman kullan?m?);
- sati? sonrasi hi?zmetYurt i?inde 24 saat kap?dan kap?ya servis, yurt d???nda 5 servis merkezi (Almanya, Amerika Birle?ik Devletleri, Hindistan, vb.), yedek par?a var?? d?ngüsü ≤ 72 saat, ekipman?n y?l boyunca a??k olmas?n? sa?lamak i?in ≥ 95%.
2025'te Büyük ?l?ekli Kum 3D Bask?da Gelecek Trendler: "Daha Büyük, Daha Ak?ll? "ya Do?ru
1. Sürekli boyut at?l?mlar?: 6-10 metrelik cihazlar geli?tiriliyor
3DPTEK, gelecekte "8 metre uzunlu?unda gemi pervaneleri" ve "10 metre ?ap?nda nükleer ekipman kabuklar?" basabilecek ve büyük d?kümlerin kusurlar?n? tamamen ortadan kald?racak 6 metrelik kum yaz?c?s?n?n ara?t?rma ve geli?tirmesine ba?lad?.
2. Yapay Zeka+3D Bask?: Tüm Sürecin Ak?ll? Kontrolünü Sa?lamak
Otomatik tamamlama i?in entegre yapay zeka sistemi:
- Kum tasar?m?n?n optimizasyonu (d?küm malzemesi ve boyutlar?na g?re en uygun yap?n?n otomatik olarak olu?turulmas?);
- Bask? süreci izleme (kum ?atlaklar?n? ?nlemek i?in ba?lay?c? enjeksiyon hacminin ger?ek zamanl? olarak ayarlanmas?);
- Kalite tahmini (AI algoritmalar? d?kümlerdeki olas? kusurlar? tahmin eder ve süreci ?nceden ayarlar).
3. ?ok malzemeli kompozit bask?: uygulama s?n?rlar?n?n geni?letilmesi
Gelecekte, makine "kum + metal tozu" kompozit bask?s?n? ger?ekle?tirebilecek, kum kal?b?n?n ?nemli par?alar?na (?rne?in yolluk) yüksek s?cakl??a dayan?kl? metal kaplamalar basabilecek veTitanyum ala??m?, ultra yüksek mukavemetli ?elikRefrakter ala??ml? d?küm, üst düzey ekipman alan?ndaki uygulamay? geni?letiyor.
Sonu?: 4 metrelik kum 3D bask?, büyük d?küm üretiminde yeni bir ?a? a??yor
A??r imalat i?letmeleri i?in 4 metrelik büyük kum d?küm 3D yaz?c? art?k bir "teknolojik yenilik" de?il, "rekabet gücünü art?rmak i?in bir gerekliliktir" - "büyük ?l?ek + karma??kl?k + dü?ük maliyet" ü?lü at?l?m?n? ger?ekle?tirmek i?in geleneksel sürecin boyut ve d?ngü süresi k?s?tlamalar?n? ortadan kald?r?r. Geleneksel süre?lerin boyut ve d?ngü süresi s?n?rlamalar?n? k?rarak "büyük ?l?ek + karma??kl?k + dü?ük maliyet" ü?lü at?l?m?n? ger?ekle?tiriyor.
3DPTEK-J4000 gibi ekipmanlar?n ticarile?tirilmesi, otomotiv, havac?l?k ve endüstriyel makine endüstrileri i?in tasar?mdan d?küme h?zl? bir yol sa?lam??t?r. Gelecekte, 6-10 metre s?n?f? ekipmanlar?n ara?t?r?lmas? ve geli?tirilmesi ve yapay zeka teknolojisinin entegrasyonu ile büyük d?küm üretimi "tam dijitalle?me, s?f?r hata ve ye?illendirme" gibi yeni bir a?amaya girecek ve bu teknolojiyi ortaya koymada ?ncülük eden i?letmeler pazar rekabetinde mutlak bir avantaja sahip olacakt?r.
4 米級大型砂型鑄造 3D 打印機:2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現在三帝科技股份有限公司。
]]>砂型 3D 打印技術:2025 年重塑金屬鑄造行業,縮短 80% 周期 + 降本方案解析最先出現在三帝科技股份有限公司。
]]>Navigasyonu okuyun
- I. Kum 3D Bask? Nedir? Temel Tan?m + Süre? ?zellikleri (Geleneksel Kal?plamadan Ay?rt Edilmesi)
- ?kinci olarak, d?kümhane kum 3D bask?y? 4 temel nedenden dolay? kullanmal?d?r (sekt?rün sorunlu noktalar?n? ??zmek i?in)
- Kum 3D bask? prensibi: Tasar?mdan kuma 4 ad?m (tam süre? otomasyonu)
- 3DPTEK Kum 3D Yaz?c? Parametreleri (Farkl? Sekt?rlere Uygulanabilir)
- Be?inci olarak, kum 3D bask? 4 ana endüstri uygulama senaryosu (ger?ek vakalarla)
- Neden 3DPTEK kum 3D bask? ??zümünü se?melisiniz? (4 temel yetkinlik)
- 2025'te Kum 3D Bask?n?n Gelecek Trendleri (?zlenecek 3 Y?n)
- VIII. Sonu?: Kum 3D bask? "iste?e ba?l? bir teknoloji" de?il, "sahip olunmas? gereken d?nü?ümsel bir ara?t?r"
I. Kum 3D Bask? Nedir? Temel Tan?m + Süre? ?zellikleri (Geleneksel Kal?plamadan Ay?rt Edilmesi)
Kum 3D bask? a?a??dakilere dayanmaktad?rKatmanl? ?malat PrensipleriDijital CAD modellerini do?rudan kat? kum kal?plara / ma?alara d?nü?türen endüstriyel teknoloji. Geleneksel "kal?p yap?m? - kum tornalama" süreci yerine, kum yaz?c? taraf?ndan katman katman serilir ve ba?lay?c? püskürtülerek sertle?tirilir. ?ekirdek süreciBa?lay?c? püskürtme teknolojisi?rne?in 3DPTEK'in J1600Pro, J2500 ve J4000 modelleri geleneksel kal?plamaya g?re ?nemli avantajlar sunuyor:
| kar??la?t?rma boyutu | Kum 3D Bask? | Geleneksel kal?p yap?m süreci |
| üretim d?ngüsü | 24-48 saat | 2-4 hafta |
| Karma??k yap? ger?ekle?tirme | ?? kanallar?n, ince duvarl? par?alar?n kolay bask?s? | Ger?ekle?tirmesi zor, birden fazla kum ?ekirde?i ay?rmak gerekiyor |
| Kal?p maliyetleri | Fiziksel kal?plara gerek yok, maliyet 0 | ?zelle?tirilmi? ah?ap / metal kal?plama gerekli, yüksek maliyet |
| Malzeme kullan?m? | 90% veya daha fazlas? (kürlenmemi? kum geri d?nü?türülebilir) | 60%-70% (?ok fazla kesme at???) |
| Tasar?m Esnekli?i | H?zl? iterasyon i?in CAD modellerinin ger?ek zamanl? modifikasyonunu destekler | Tasar?m?n de?i?tirilmesi yeniden modelleme ve uzun teslim süreleri gerektirir |
?kinci olarak, d?kümhane kum 3D bask?y? 4 temel nedenden dolay? kullanmal?d?r (sekt?rün sorunlu noktalar?n? ??zmek i?in)
1. Azalt?lm?? ?evrim süresi 80%, sipari? gereksinimlerine h?zl? yan?t
Geleneksel süre?lerde karma??k kum kal?plar? (?rne?in pompa g?vdeleri, türbin muhafazalar?) üretmek 2-4 hafta sürerken, kum 3D bask? sadece 1-2 gün sürer. ?zellikle a?a??dakiler i?in uygundurPrototip kal?plama, kü?ük parti ?zelle?tirme, acil yedek par?a üretimiSenaryo -- Bir d?kümhane 3DPTEK J1600Pro'yu kullanarak pompa g?vdeleri i?in kum kal?plar?n? tasar?mdan teslimata kadar sadece 36 saatte basarak geleneksel sürece k?yasla 80%'lik bir azalma sa?l?yor ve ürünlerin pazara 2 hafta daha erken sunulmas?na yard?mc? oluyor.
2. Yap?sal s?n?rlamalar?n a??lmas? ve zor d?kümlerin ger?ekle?tirilmesi
Kum 3D bask?, "serbest b?rakma" sorunlar?na olan ihtiyac? ortadan kald?rarak geleneksel süre?lerle imkans?z olabilecek tasar?mlar?n olu?turulmas?n? kolayla?t?r?r:
- havac?l?k ve uzay alan?ndaTürbin kanad? i? so?utma kanallar?(Geleneksel süre? 5 setten fazla kum ?ekirde?inin demonte edilmesini gerektirir ve bu da montaj hatalar?na yol a?abilir);
- OtomotivHafif, ince duvarl? motor g?vdesi(Duvar kal?nl??? 2 mm kadar dü?ük olabilir, geleneksel kum tipleri k?r?lmaya e?ilimlidir);
- endüstri?yel maki?nelerEntegre ya? ge?i?leri ?anz?man muhafazas?(Delme sonras? i?lemi azalt?r ve hurda oran?n? dü?ürür).
3. Uzun vadeli maliyet dü?ü?leri 40%, ekipman girdi maliyetlerinin dengelenmesi
Kum 3D yaz?c?lara yap?lan ilk yat?r?m daha yüksek olmas?na ra?men, tüm ya?am d?ngüsü üzerinden hesapland???nda maliyet avantaj? ?nemlidir:
- Kal?plama maliyetini ortadan kald?r?n (büyük bir metal kal?p seti 100.000 $ 'dan fazlad?r ve bu maliyet 3D bask? ile tamamen ortadan kald?r?labilir);
- Azalt?lm?? hurda oran? (dijital tasar?m + simülasyon optimizasyonu, d?küm hurda oran? 15%'den 5%'nin alt?na dü?ürüldü);
- Azalt?lm?? i??ilik maliyetleri (otomatik bask?, ?oklu kum ma?alar?n?n manuel montaj?na gerek yok, 50% daha az i??ilik).
4. ?evre koruma gerekliliklerine uyun ve ye?il üretim ger?ekle?tirin
?evresel düzenlemeler küresel olarak s?k?la?t?r?ld?k?a (?rne?in AB REACH standartlar?), kum 3D bask? iki ana teknoloji arac?l???yla ?evre koruma ihtiyac?n? kar??lamaktad?r:
- evlat edinmeDü?ük Emisyonlu Ba?lay?c?(Endüstri standard? 50%'nin alt?nda VOC emisyonlar?na sahip 3DPTEK'e ?zel formülasyon);
- Kürlenmemi? kum, kat? at?k olu?umunu ve ?evresel ar?tma maliyetlerini azaltmak i?in 100% geri d?nü?türülebilir.
Kum 3D bask? prensibi: Tasar?mdan kuma 4 ad?m (tam süre? otomasyonu)
Kum 3D bask? süreci (ba?lay?c? püskürtme teknolojisi), a?a??daki temel ad?mlarla karma??k insan müdahalesi olmaks?z?n basit ve son derece otomatiktir:
- Dijital Tasar?m ve SimülasyonMühendisler kum modeli olu?turmak i?in CAD yaz?l?m?n? ve s?v? metal ak???, so?utma ve büzülme sürecini simüle etmek i?in 3DPTEK d?küm simülasyon sistemini kullanarak kum modelinin d?kme sistemini ve yükselticinin konumunu optimize eder, b?ylece d?kümlerde büzülme delikleri ve g?zeneklilik gibi kusurlar? ?nler;
- Katman katman bask? kal?plamaYaz?c? otomatik olarak 0,26-0,30 mm kal?nl???nda kum (iste?e ba?l? kuvars kumu / kromit kumu) serer ve ard?ndan dilimleme verilerine dayanarak ba?lay?c?y? kürlenecek alan?n üzerine püskürtür ve kum ?eklini katman katman olu?turur;
- Kürleme ve kum temizleme: Bask?dan sonra, kum kal?p kapal? bir ortamda 2-4 saat boyunca kürlenmeye (gü?lenmeye) b?rak?l?r, ard?ndan kürlenmemi? gev?ek kum (do?rudan geri d?nü?türülebilir) bas?n?l? hava ile üflenir;
- D?küm ve post-processingErimi? metal (alüminyum, ?elik, bak?r ala??mlar?, vb.) kum kal?b?na d?külür, daha sonra so?utulur, ?atlat?l?r, ??kar?l?r ve bitirilir - tüm süre? kum kal?plama i?leminde insan müdahalesi olmadan ger?ekle?ir.
3DPTEK Kum 3D Yaz?c? Parametreleri (Farkl? Sekt?rlere Uygulanabilir)
Sekt?rde lider bir marka olan 3DPTEK, a?a??daki temel parametrelerle kü?ükten ?ok büyük d?küm ihtiya?lar?n? kar??layan ?e?itli kum yaz?c? modellerini piyasaya sürmü?tür:
| modeller | Bask? boyutu (L × W × H) | katman kal?nl??? | Uygulanabilir Senaryolar | D?küm ala??mlar? i?in uygundur |
| 3DPTEK-J1600Pro | 1600×1000×600mm | 0,26-0,30 mm | Kü?ük ve orta ?l?ekli kum kal?plar? (?rn. motor g?vdeleri, kü?ük pompa g?vdeleri) | Alüminyum ala??m, d?kme demir |
| 3DPTEK-J2500 | 2500×1500×800mm | 0,26-0,30 mm | Orta ila büyük kum kal?plar? (?rn. di?li kutusu g?vdeleri, türbin g?vdeleri) | ?elik, bak?r ala??mlar? |
| 3DPTEK-J4000 | 4000×2000×1000mm | 0,28-0,32 mm | Büyük boyutlu kum kal?plar? (?rn. gemi pervaneleri, büyük vanalar) | Paslanmaz ?elik, ?zel ala??mlar |
Temel gü?lü y?nlerTüm modeller "kum + ba?lay?c?" ?zel formülasyonlar?n? destekler ve 3DPTEK farkl? ala??mlar?n ihtiya?lar?n? kar??lamak i?in 30'dan fazla tescilli formülasyona sahiptir (?rne?in, dü?ük viskoziteli ba?lay?c? i?in alüminyum ala??ml? d?küm, yüksek s?cakl??a dayan?kl? kum i?in ?elik d?küm).
Be?inci olarak, kum 3D bask? 4 ana endüstri uygulama senaryosu (ger?ek vakalarla)
1. Otomotiv sekt?rü: elektrifikasyon ge?i?i i?in temel bir destek
- Uygulama Senaryolar?:Elektrikli ara? su so?utmal? motor g?vdesi, hafif akü tepsisi kum kal?plama.;
- ?rnek: Ticari bir elektrikli kamyon üreticisi 3DPTEK J2500'ü kullanarak motor kasas? i?in bir kum deseni yazd?rd? ve motorun termal verimlili?ini 30% art?r?rken kasan?n a??rl???n? 25% azaltan ve menzili 50 km art?ran bir "entegre so?utma kanal?" tasar?m? elde etti.
2. Havac?l?k ve uzay endüstrisi: karma??k par?alar?n yüksek hassasiyetli d?kümü
- Uygulama Senaryolar?:Türbin kanatlar?, u?ak motoru yanma odas? kum kal?plama.;
- Avantaj?: Kum kal?b?n boyutsal do?rulu?u CT7 seviyesine ula?arak havac?l?k par?alar? i?in "s?f?r hata" gereksinimini kar??lar ve ayn? zamanda geleneksel kum ma?alar?n montaj hatas?ndan kaynaklanan kanatlar?n hurdaya ??kmas?n? ?nler.
3. Endüstriyel makine endüstrisi: büyük ekipmanlar i?in temel bile?enler
- Uygulama Senaryolar?:Büyük pompalar?n ve kompres?r g?vdelerinin kumla kal?planmas?.;
- ?rnek: Bir a??r sanayi ?irketi, 4 metre uzunlu?unda bir pompa g?vdesi kum kal?b? basmak i?in 3DPTEK J4000 kulland?, geleneksel süre? ü? set metal kal?b?n (300.000 yuan'dan fazla bir maliyetle) üretilmesini gerektiriyor, 3D bask? do?rudan kal?p maliyetini ortadan kald?r?yor ve üretim d?ngüsü d?rt haftadan ü? güne k?salt?ld?.
4. Enerji ve denizcilik endüstrisi: ?ok büyük d?kümlerin imalat?
- Uygulama Senaryolar?:Gemi pervanesi, rüzgar türbini kabu?u kum kal?plama.;
- Avantaj?: J4000 modelinin 4 metre geni?li?indeki bask? boyutu, ?ok büyük kum kal?plar?n tek seferde bas?lmas?na olanak tan?yarak ekleme ihtiyac?n? ortadan kald?r?r ve d?kümlerde kal?p kapanma hatalar?n? azalt?r.
Neden 3DPTEK kum 3D bask? ??zümünü se?melisiniz? (4 temel yetkinlik)
1. Farkl? kapasite gereksinimlerine uyarlanm?? tam saha ekipman kapsam?
1,6 metrelik kompakt makinelerden (J1600Pro) 4 metrelik mega makinelere (J4000) kadarKü?ük parti deneme üretiminden büyük ?l?ekli seri üretimeJ1600Pro, günde 5-8 kal?p kapasitesine sahip kü?ük ve orta ?l?ekli d?kümhaneler i?in, J4000 ise günde 2-3 ekstra büyük kal?p kapasitesine sahip büyük d?kümhaneler i?in mevcuttur.
2. D?küm kalitesini sa?lamak i?in tescilli malzeme formülü
3DPTEK'in 30'dan fazlagranül – Yap??t?r?c? maddeler i?in ?zel formülasyonTasar?m farkl? ala??mlar i?in optimize edilmi?tir:
- Alüminyum ala??ml? d?küm: dü?ük viskoziteli ba?lay?c?, iyi kum ge?irgenli?i, d?küm g?zeneklili?ini azalt?r;
- ?elik d?küm: yüksek mukavemetli ba?lay?c?, kum kal?b?n?n yüksek s?cakl?k direnci (1500 ℃'nin üzerinde), kum delme kusurlar?n? ?nler;
- Bak?r ala??ml? d?küm: D?küm yüzeyinde inklüzyonlar? ?nlemek i?in dü?ük küllü ba?lay?c?.
3. Ge?i? zorlu?unu azaltmak i?in entegre teknik destek
"Ekipman + yaz?l?m + hizmet" tam süre? deste?i sa?lay?n:
- ücretsizD?küm Simülasyon Yaz?l?m?(Kum tasar?m?n? optimize edin ve deneme yan?lma maliyetlerini azalt?n);
- ?irket i?i d?küm teknolojisi merkezi, mü?terilere kum testi ve d?küm süreci hata ay?klama konular?nda yard?mc? olabilir;
- Operat?r e?itimi verin (3 gün i?inde ekipman?n ?al??mas?n? sa?lamak i?in 1'e 1 talimat).
4. üretim istikrar?n? sa?lamak i?in küresel sat?? sonras? a??
Ekipman Avrupa, Asya, Orta Do?u vb. 20'den fazla ülkeye indirilmi?tir ve sat?? sonras? yan?t h?z? h?zl?d?r:
- Yurti?i 24 saat kap?dan kap?ya hizmet (uzak b?lgeler i?in 48 saat);
- Yedek par?alar?n h?zl? de?i?imi i?in yurtd???nda 5 servis merkezi (Almanya, Hindistan, ABD, vb.);
- Ekipman?n ?mrünü uzatmak i?in y?lda 2 kez ücretsiz ekipman bak?m? (ortalama ?mür 8 y?ldan fazlad?r).
2025'te Kum 3D Bask?n?n Gelecek Trendleri (?zlenecek 3 Y?n)
1. S?f?r Hatal? D?küm i?in AI+3D Bask?
Kum 3D bask?n?n gelece?i entegre olacakYAPAY ZEKA Tasar?m Optimizasyon Sistemi-- Giri? d?küm parametreleri (malzeme, boyut, performans gereksinimleri), AI otomatik olarak optimum kum yap?s?n? olu?turabilirken, bask? sürecini ger?ek zamanl? olarak izleyerek, ba?lay?c? enjeksiyon miktar?n?, kum serme kal?nl???n? ayarlayarak, ?atlaklar?, e?it olmayan yo?unlu?u ve di?er sorunlar? ?nlemek i?in kum deseninde "s?f?r kusur! " üretimine ula?mak i?in.
2. 98% malzeme kullan?m oran? ile kapal? d?ngü kum geri d?nü?ümü
s?mürmek (bir kaynak)Otomatik Kum Geri Kazan?m SistemiBuna ek olarak, kürlenmemi? kum ve eski kum elenecek, dekontamine edilecek ve geri d?nü?türülecek ve malzeme kullan?m oran? mevcut 90%'den 98%'nin üzerine ??kar?lacak, bu da malzeme maliyetini daha da azaltacak ve "?ift Karbon" politikas?n?n gerekliliklerine uyacakt?r.
3. Uygulama s?n?rlar?n? geni?letmek i?in ?ok malzemeli kompozit bask?
Gelece?in kum 3D yaz?c?s? "kum + metal tozu" kompozit bask?s?n? mümkün k?lacak - kum modelinin yüksek s?cakl?k direncini art?rmak ve kum modelinin yüksek s?cakl?k direncini art?rmak i?in kum modelinin ?nemli alanlar?na (?rne?in kap?lar) metal kaplamalar basacakUltra yüksek mukavemetli ?elik, titanyum ala??mlar?D?küm gibi refrakter ala??mlar, havac?l?k ve uzay, üst düzey ekipman alan?ndaki uygulamay? geni?letir.
VIII. Sonu?: Kum 3D bask? "iste?e ba?l? bir teknoloji" de?il, "sahip olunmas? gereken d?nü?ümsel bir ara?t?r"
Giderek daha rekabet?i hale gelen metal d?küm endüstrisinde, "h?zl? yan?t, karma??k yap?, ye?il maliyet azaltma" temel bir yetkinlik haline geldi - 80%'nin d?ngü süresini k?saltarak kum 3D bask?, zor tasar?mlar elde etmek, uzun vadeli maliyet azaltma 40% ve d?kümhanelerin geleneksel süre? k?s?tlamalar?n? a?mas?na yard?mc? olur.
3DPTEK, kum 3D bask?da lider olarak, ?oklu ekipman modelleri, tescilli malzeme formülasyonlar? ve entegre teknik destek ile farkl? boyutlardaki d?kümhaneler i?in ?zelle?tirilmi? ??zümler sunmaktad?r. ?ster otomotiv, havac?l?k, endüstriyel makine veya enerji sekt?rlerinde olsun, kum 3D bask?y? se?mek, d?kümhanelerin 2025 ve sonras?nda hayatta kalmas?n?n temel yolu olan "maliyet dü?ürme ve verimlilik + teknolojik liderlik" ?ifte avantaj?n? se?mek anlam?na gelir.
砂型 3D 打印技術:2025 年重塑金屬鑄造行業,縮短 80% 周期 + 降本方案解析最先出現在三帝科技股份有限公司。
]]>工業級 SLS 3D 打印機:復雜零件精密制造的革新方案,2025 年技術解析與行業應用最先出現在三帝科技股份有限公司。
]]>Navigasyonu okuyun
- I. Endüstriyel S?n?f SLS 3D Yaz?c? Nedir? Temel Tan?m ve Teknik ?zellikler
- Endüstriyel S?n?f SLS 3D Bask?y? Se?en üreticiler i?in 4 Temel Avantaj
- Endüstriyel s?n?f SLS 3D bask? i?in temel malzemeler: naylondan daha fazlas?, d?küm uygulama malzemeleri yeni bir s?cak nokta haline geliyor
- Endüstriyel s?n?f SLS 3D bask? ?al??malar?: 5 ad?mda tasar?mdan bitmi? ürüne
- V. Endüstriyel SLS 3D Yaz?c? Endüstrisi Uygulamalar?: 4 Ana Alanda Tipik Senaryolar
- ?rnek ?al??ma: Avrupal? Otomotiv Tedarik?isi Maliyeti 40% Azaltmak ve Verimlili?i 70% Art?rmak i?in SLS 3D Bask? Kullan?yor
- 3DPTEK Endüstriyel S?n?f SLS 3D Yaz?c?: Neden Endüstrinin Tercih Edilen Se?imi?
- VIII. 2025'te Endüstriyel SLS 3D Bask?da Gelecek Trendler: ?lgi ?ekici 3 Y?n
- IX. Sonu?: Endüstriyel S?n?f SLS 3D Bask?, Bir "Yaz?c?dan" Daha Fazlas?, üretimde ?novasyon i?in Bir Ara?
I. Endüstriyel S?n?f SLS 3D Yaz?c? Nedir? Temel Tan?m ve Teknik ?zellikler
Endüstriyel s?n?f SLS 3D yaz?c?lar, yüksek gü?lü bir lazer kullanarakNaylon, kompozit polimerler, ?zel d?küm kumlar?/balmumlar?Kat? 3D par?alar? katman katman olu?turmak i?in toz malzemelerin ve di?er malzemelerin se?ici füzyonu i?in endüstriyel s?n?f bir ekipmand?r. Temel teknik ?zellikleri masaüstü seviyesindeki SLS ekipman?ndan ?nemli ?l?üde farkl?d?r:
| kar??la?t?rma boyutu | Endüstriyel S?n?f SLS 3D Yaz?c? | Masaüstü SLS Cihazlar? |
|---|---|---|
| ?ekillendirme alan? | Büyük (1000 mm'ye kadar baz? modeller) | az |
| üreti?m veri?mli?li??i? | Yüksek, seri üretimi destekler | Dü?ük, ?o?unlukla tek par?a bask? |
| Par?a kalitesi | Kararl? ve seri üretim standartlar?n? kar??lar | Daha dü?ük hassasiyet, prototipleme i?in uygun |
| Malzeme uyumlulu?u | Hiro (mühendislik plastikleri, d?küm kumu, balmumu) | Dar (?o?unlukla bazik naylon tozu) |
Buna ek olarak, endüstriyel s?n?f SLS bask? hi?bir destek yap?s? gerektirmez (sinterlenmemi? toz do?al olarak par?ay? destekler), bu da geleneksel süre?lerle imkans?z olan ?eylerin elde edilmesini kolayla?t?r?r.Karma??k i? kanallar, hafif kafes yap?s?, aktif bile?enlerHepsi bir arada kal?plama.
Endüstriyel S?n?f SLS 3D Bask?y? Se?en üreticiler i?in 4 Temel Avantaj
Havac?l?k, otomotiv, medikal, d?kümhane ve di?er alanlarda, endüstriyel s?n?f SLS teknolojisi üretkenli?i ve yenili?i geli?tirmenin anahtar? haline gelmi?tir, temel avantajlar a?a??daki d?rt noktada yans?t?lmaktad?r:
1. Tasar?m ?zgürlü?ünün üst s?n?r? yoktur, geleneksel süre? s?n?rlamalar?n? a?ar
Destek yap?s? gerekmez, bu da mühendislerin tasar?m yapmas?na olanak tan?rKarma??k i? bo?luklar, entegre hareketli par?alar, topoloji a??s?ndan optimize edilmi? hafif yap?-- Havac?l?k ve uzay alan?ndaki i?i bo? yap?sal par?alar ve otomotiv motorlar?ndaki karma??k yolluk bile?enleri gibi CNC i?leme ve enjeksiyon kal?plama gibi geleneksel süre?lerle elde edilmesi zordur.
2. Seri üretim senaryolar?nda do?rudan kullan?lan, standartlara uygun par?alar?n mukavemeti
SLS bask?l? par?alar "prototip" de?il, kullan??l? i?levselli?e sahip bitmi? par?alard?r. Yayg?n olarak kullan?lanPA12 (naylon 12), PA11 (naylon 11), cam elyaf takviyeli naylonEnjeksiyon kal?pl? par?alar?nkine yak?n mekanik ?zelliklerin yan? s?ra mükemmel kimyasal diren? ve darbe dayan?m?na sahip bu malzemeler, otomotiv i? par?alar? ve t?bbi cerrahi aletler gibi seri üretim senaryolar?nda do?rudan kullan?labilir.
3. Azalt?lm?? üretim sa?lama süresi 70%, pazar talebine h?zl? yan?t
CAD modelinden bitmi? par?aya kadar, endüstriyel s?n?f SLS bask? yeterlidir3-7 günBu, genellikle haftalar süren geleneksel kal?p yap?m?ndan ?ok daha h?zl?d?r. Ar-Ge ekibinin prototip do?rulamas?, kü?ük partiler halinde ?zelle?tirilmi? üretim ve acil yedek par?a ikmali i?in bu avantaj, pazara sunma süresini ?nemli ?l?üde k?saltabilir ve pazar f?rsat?n? yakalayabilir.
4. Maliyetleri dü?ürmek i?in ?l?ek büyütme ve ge?i? üretiminin desteklenmesi
Endüstriyel s?n?f SLS cihazlar? tek bir bask? ?al??mas?nda onlarca hatta yüzlerce par?ay? i? i?e yerle?tirebilir, bu da onlar? a?a??dakiler i?in ideal hale getirirKü?ük parti seri üretimAyn? zamanda bir "k?prü üretim" arac? olarak da kullan?labilir - pahal? enjeksiyon kal?plar?na ge?meden ?nce ge?i? par?alar?n? h?zla üretmek i?in SLS kullanarak kal?p yat?r?m? riskinden ka??n?r ve ?n üretim maliyetlerini dü?ürür.
Endüstriyel s?n?f SLS 3D bask? i?in temel malzemeler: naylondan daha fazlas?, d?küm uygulama malzemeleri yeni bir s?cak nokta haline geliyor
SLS malzemeleri denildi?inde akla ilk gelen naylon olsa da, endüstriyel s?n?f ekipmanlar ?oklu malzemeye uyumlu hale geldi ve ?zellikle d?küm sekt?ründe ?zel malzemeler geleneksel d?küm süre?lerinin dijital d?nü?ümünü y?nlendiriyor:
1. D?küm kumu: metal d?küm kal?plar?n?n / ma?alar?n do?rudan üretimi
birle?tirerekKuvars kumu / Seramik kumuLazer sinterleme i?in ?zel bir ba?lay?c? ile kar??t?r?lan endüstriyel s?n?f SLS yaz?c?, metal d?küm i?in kum kal?plar?n? ve ma?alar? do?rudan basabilir ve temel faydalar? ?unlard?r:
- Pompa g?vdeleri, türbin muhafazalar?, otomotiv motor bloklar? vb. i?in uygundur.Karma??k i? bo?luklu d?kümler.;
- Geleneksel ah?ap/metal kal?plara olan ihtiyac? ortadan kald?rarak kal?p maliyetlerini ve teslim sürelerini azalt?r;
- Yüksek kum boyutu hassasiyeti (hata ≤0,1 mm), pürüzsüz yüzey, d?küm verimini art?r?r.
2. D?küm mumu: hassas d?küm i?in balmumu kal?plar?n?n verimli üretimi
Endüstriyel s?n?f SLS cihazlar? bask? yapabilirDü?ük küllü d?küm mumuBalmumu kal?plar?n geleneksel CNC ile i?lenmesinin aksine, havac?l?k türbini kanatlar?n?n, mücevherlerin ve hassas donan?mlar?n hassas d?kümünde kullan?l?r:
- Hassas par?a d?küm ihtiya?lar?n? kar??lamak i?in dü?ük yüzey pürüzlülü?ü (Ra≤1.6μm);
- Kül i?eri?i <0.1%, d?küm mum alma s?ras?nda kal?nt? b?rakmaz, d?küm kusurlar?n? ?nler;
- Azalt?lm?? üretim d?ngüsü süresi 50%, kü?ük miktarlarda hassas mum kal?plar?n h?zl? üretimi i?in uygundur.
3DPTEK Endüstriyel SLS D?küm Ekipman ?nerileri
Sekt?rde lider bir marka olan 3DPTEK, d?kümhane senaryolar? i?in endüstriyel s?n?f üretimin ihtiya?lar?na g?re uyarlanm?? ?zel modeller sunar:
- SLS Kum 3D Yaz?c?Kal?plama uzunlu?u 1000 mm'ye kadar olup, büyük boyutlu d?küm kum kal?plar?n?n seri üretimini destekler ve büyük mekanik par?alar?n d?kümü i?in uygundur;
- SLS Balmumu Modelleri 3D Yaz?c?: Geleneksel hassas d?küm süre?lerine sorunsuz entegrasyon i?in standart d?küm mumu formülasyonlar?yla uyumlu yüksek ??zünürlüklü bask? (katman kal?nl??? 0,08 mm).
Endüstriyel s?n?f SLS 3D bask? ?al??malar?: 5 ad?mda tasar?mdan bitmi? ürüne
Endüstriyel s?n?f SLS bask? süreci, karma??k manuel müdahale ihtiyac?n? ortadan kald?ran 5 ad?ml? bir ?ekirdek süreci ile son derece otomatiktir:
- 3D tasar?m ve ?n i?lemePar?an?n tasar?m? CAD yaz?l?m?nda yap?l?r, yap? ?zel bir yaz?l?mla optimize edilir (?rne?in duvar kal?nl???n?n art?r?lmas?, yuvalama düzenlemesi) ve SLS cihaz? taraf?ndan tan?nan bir STL dosyas? olu?turulur;
- Toz serme: Ekipman, toz malzemeyi kal?plama platformuna otomatik olarak e?it bir ?ekilde yayar ve katman kal?nl???0,08-0,35 mm(hassas ayarlanabilir);
- Se?ici Lazer Sinterleme: Par?an?n enine kesit y?rüngesine dayal? yüksek gü?lü lazer taramas?, tek katmanl? bir par?a yap?s? olu?turmak i?in toz par?ac?klar?n? kayna?t?r?r ve kat?la?t?r?r;
- katman katman y???l?r: ?ekillendirme platformu bir seviye al?alt?l?r, makine yeni toz ile yeniden d??enir ve par?a tamamen ?ekillenene kadar lazer sinterleme ad?m? tekrarlan?r;
- So?utma ve Tozlama: Par?alar kapal? bir ortamda yava??a so?utulur (deformasyonu ?nlemek i?in) ve so?utulduktan sonra sinterlenmemi? toz ??kar?l?r (90%'den fazla malzeme kullan?m oran? ile geri d?nü?türülebilir).
V. Endüstriyel SLS 3D Yaz?c? Endüstrisi Uygulamalar?: 4 Ana Alanda Tipik Senaryolar
Yüksek hassasiyet, yüksek uyumluluk ve h?zl? üretim avantajlar? ile endüstriyel s?n?f SLS teknolojisi bir?ok kilit endüstriye girmi?tir ve tipik uygulama senaryolar? a?a??daki gibidir:
1. Havac?l?k ve uzay: hafifli?i yüksek güvenilirlikle birle?tirmek
- ?ocuk do?urmakHafif kanallar, hava i?leme bile?enleriKafes yap?s?, 30%-50% par?as?n?n a??rl???n? azalt?rken mukavemetini korumak i?in optimize edilmi?tir;
- Karma??k yap?sal uydu bile?enlerinin, u?ak i? ba?lant?lar?n?n montajs?z üretimi, ar?za riskini azalt?r.
2. Otomotiv: dü?ük hacimli üretim ile birlikte h?zl? prototipleme
- Ar-Ge a?amas?: h?zl? bask?Muhafaza, braket, g?sterge paneli prototipiTasar?m 3 gün i?inde do?rulanarak geli?tirme d?ngüsü k?salt?l?r;
- Seri üretim a?amas?: otomotiv i? mekanlar? ve bak?m yedek par?alar? i?in ?zelle?tirilmi? par?alar?n kü?ük seri üretimi, kal?p yat?r?m?ndan ka??n?lmas? ve maliyetlerin dü?ürülmesi.
3. T?bbi alan: ayn? anda ki?iselle?tirme ve güvenlik
- ?zelle?ti?rmeHastaya ?zgü anatomik modeller(?rn. ortopedik cerrahi planlama modelleri) doktorlar?n hassas cerrahi planlar geli?tirmelerine yard?mc? olmak i?in;
- T?bbi s?n?f standartlar?n? ve biyouyumlulu?u kar??layan malzemelerle ki?iselle?tirilmi? ortopedik aletler ve cerrahi aletler üretimi.
4. D?küm sekt?rü: geleneksel süre?lerin dijital d?nü?ümünün desteklenmesi
- Büyük metal d?kümler: Pompa g?vdeleri ve türbin muhafazalar? gibi karma??k par?alar i?in kum kal?plar?n/?ekirdeklerin do?rudan bask?s?;
- Hassas par?alar?n d?kümü: Havac?l?k türbin kanatlar?, mücevherler gibi hassas par?alar?n hassas d?kümü i?in dü?ük küllü balmumu kal?plar?n?n bas?lmas?.
?rnek ?al??ma: Avrupal? Otomotiv Tedarik?isi Maliyeti 40% Azaltmak ve Verimlili?i 70% Art?rmak i?in SLS 3D Bask? Kullan?yor
Avrupal? bir otomotiv tedarik?isi, k?sa vadeli bir üretim g?revi i?in ?zelle?tirilmi? bir jig'e ihtiya? duyuyordu. Geleneksel ??züm, 10 günlük bir teslim süresi ve yüksek ekipman maliyetleri gerektiren CNC i?lemeyi kullanmakt?.3DPTEK Endüstriyel S?n?f SLS 3D Yaz?c?Sonra:
- Malzeme Se?imi: Yüksek mukavemetli PA12 tozu kullan?l?r, par?an?n mukavemeti tak?m kullan?m? i?in gereksinimleri kar??lar;
- üretim d?ngüsü: tasar?mdan bitmi? ürüne kadar sadece 3 gündür, 70% CNC i?lemeden daha k?sad?r;
- Maliyet Kontrolü: Kal?plara ve karma??k i?lemeye gerek yoktur, toplam maliyetleri 40% azalt?r;
- Sonu?: K?sa bir üretim ?al??mas?n?n ba?ar?yla tamamlanmas? ve tak?m üretiminde SLS teknolojisinin fizibilitesinin do?rulanmas?.
3DPTEK Endüstriyel S?n?f SLS 3D Yaz?c?: Neden Endüstrinin Tercih Edilen Se?imi?
Bir?ok endüstriyel SLS ekipman? markas? aras?nda 3DPTEK, 4 noktadaki temel yetkinli?ine yans?yan "seri üretim odakl?" tasar?m konseptiyle üretim ?irketleri i?in popüler bir se?im haline gelmi?tir:
- Ayn? anda büyük boyut ve yüksek h?zBaz? modeller 1000 mm'ye kadar kal?plama uzunlu?una sahiptir, bu da büyük boyutlu par?alar?n üretimini destekler; ayn? zamanda bask? h?z? sekt?r ortalamas?ndan 20% daha yüksektir, bu da seri üretimin verimlili?ini art?r?r;
- Yüksek ?oklu malzeme uyumlulu?uMühendislik plastikleri, d?küm kumu, d?küm mumu vb. gibi ?ok ?e?itli malzemelere uyarlanabilir, b?ylece bir makine birden fazla senaryonun ihtiya?lar?n? kar??layabilir;
- Tam Süre? ??zümleri: Bask? cihazlar?ndan a?a??dakilere kadar geni? bir ürün yelpazesi sunarD?küm simülasyon yaz?l?m?, i?leme sonras? ekipmanHepsi bir arada ??züm, ek ü?üncü taraf ara?lara olan ihtiyac? ortadan kald?r?r;
- Küresel Teknik Destek: üretim hatt?n?n istikrarl? ?al??mas?n? sa?lamak i?in ekipman kurulumu, operasyon e?itimi ve sat?? sonras? bak?m? kapsayan tam d?ngü hizmet.
VIII. 2025'te Endüstriyel SLS 3D Bask?da Gelecek Trendler: ?lgi ?ekici 3 Y?n
Malzeme bilimi ve otomasyon teknolojisinin ilerlemesiyle, endüstriyel SLS bask? daha yüksek verimlilik, daha geni? uygulama ve daha yüksek kaliteye do?ru geli?ecektir ve gelecekte 3 ana e?ilim a??kt?r:
- Do?ruluktan ?dün vermeden art?r?lm?? bask? h?z?Lazer gücü optimizasyonu ve e?zamanl? ?oklu lazer sinterleme teknolojisi sayesinde bask? h?z? 50%'den daha fazla art?r?l?rken 0,08 mm'lik yüksek hassasiyet korunacak;
- Malzeme kategorilerinin geni?letilmesiYüksek s?cakl?k kompozit malzemeleri (PEEK bazl? tozlar gibi) ve metal bazl? kompozit tozlar kademeli olarak inecek ve SLS'nin yüksek s?cakl?k ve yüksek mukavemet senaryolar?ndaki uygulamas?n? geni?letecektir;
- Kapal? D?ngü Ak?ll? üretimEntegre ger?ek zamanl? izleme sistemi, AI algoritmalar? arac?l???yla bask? sürecini izler ve "s?f?r hatal?" seri üretime ula?mak ve hurda oranlar?n? azaltmak i?in lazer parametrelerini otomatik olarak ayarlar.
IX. Sonu?: Endüstriyel S?n?f SLS 3D Bask?, Bir "Yaz?c?dan" Daha Fazlas?, üretimde ?novasyon i?in Bir Ara?
Endüstriyel s?n?f SLS 3D yaz?c?lar art?k sadece "prototipleme makineleri" de?il, tüm tasar?m-üretim-uygulama sürecini birbirine ba?layabilen "tasar?m-üretim-uygulama" makineleridir.üretim s?n?f? ??zümlerSLS teknolojisi havac?l?k ve uzay endüstrisinde hafifletme ve otomotiv uygulamalar? i?in kullan?labilir. ?ster havac?l?kta hafiflik gereksinimleri, ister otomotiv endüstrisinde h?zl? tepki süreleri, t?p alan?nda ki?iselle?tirme veya d?küm endüstrisinde dijitalle?me olsun, endüstriyel s?n?f SLS teknolojisi verimli, uygun maliyetli ??zümler sunar.
üretim ?irketleri i?in, 3DPTEK'in kum/balmumu kal?plama modelleri gibi do?ru endüstriyel s?n?f SLS ekipman?n? se?mek yaln?zca üretkenli?i art?rmakla kalmaz, ayn? zamanda geleneksel süre?lerin s?n?rlamalar?n? a?ar ve inovasyon i?in yüksek zemini yakalar - bu da üretimin gelece?inde endüstriyel s?n?f SLS 3D bask?n?n temel de?eridir.
工業級 SLS 3D 打印機:復雜零件精密制造的革新方案,2025 年技術解析與行業應用最先出現在三帝科技股份有限公司。
]]>Bir d?kümhane sahibi olarak bu durumla s?k s?k kar??la??yor musunuz?
--Mü?teriler kü?ük miktarlarda deneme par?alar? yapmak istiyor, 200.000'e kadar metal kal?p yapmak istiyor, sipari?in sonucu sadece 50 par?a, bir hesaplama kal?b?n maliyetinin kazan?lan paradan daha fazla oldu?unu buldu, sadece sipari?ten vazge?ebilir!
--Mü?teri bal pete?i yap?s?na sahip bir havac?l?k par?as? sipari?i ile geldi ve geleneksel kum ma?a montaj hatas? par?a boyutundan daha büyüktü ve hurdaya ??kan d?küme bakmak büyük bir ba? a?r?s?yd?!
--3D bask?ya sahip rakipler tan?nm?? bir otomotiv akü paketi sipari?i ald?, kendi teklifleri di?erlerinden daha dü?ük 30% veya ihaleyi kazanamad? ve sonunda di?erlerinin bizden 2 ay daha h?zl? teslim edilmesini istedi, ?ok ?aresiz!
--Mü?teriler tasar?m? de?i?tirmek i?in hareket etmiyor, depoda 300'den fazla hurda kal?p y???lm??, hesaplar kontrol edildi?inde kal?p envanterinin yar?m y?ll?k kar? i?gal etti?i g?rüldü, bu da tad? ?ok ac? verici!
--Mü?teriler, par?alar?n karma??k bir yap?s?n? g?nderdiler ve fiyat?n bir sorun olmad???n? s?ylediler, bir de?erlendirme, geleneksel d?küm i?leminin yap?lamayaca??n?, bu kadar yüksek katma de?erli sipari?lere bakman?n sadece vazge?ilebilece?ini buldu!
A?a??da, 3D bask? kum d?küm teknolojisini tam olarak anlaman?z? sa?layacak bir makale ile tüm patronlara tek tek yard?mc? oluyoruz!
Kum 3D bask? nedir?
Kum 3D bask? nispeten yeni bir teknolojidir, basit?e s?ylemek gerekirse, d?küm kumundan katman katman "y???n" ?zel bir malzeme ile yap? ta?lar? gibidir.
Ge?mi?te, kum kal?plar? yapman?n geleneksel y?ntemi, bir kal?p yapmay? ve daha sonra kal?b? ?ekillendirmek i?in kullanmay? gerektirebilir; bu karma??k bir süre?tir ve ?ok garip ve karma??k ?ekillere sahip kum kal?plar? yapmak istiyorsan?z ?zellikle zor ve maliyetli olabilir. Ancak kum 3D bask? farkl?d?r, bilgisayar?n?zdaki bir 3D model ile ?al???r. Tasarlanan d?kümün 3D modelinin verilerini 3D yaz?c?ya girersiniz ve yaz?c?, modelin ?ekline ve yap?s?na g?re ?zel kum veya kum benzeri malzemeleri katman katman hassas bir ?ekilde koyar ve t?pk? say?s?z ?ok ince "kum par?as?" kullanarak kademeli olarak tam bir kum kal?b? olu?turmak gibi yap??t?r?r. Bu ?ekilde, ?ekil ne kadar karma??k olursa olsun, bilgisayarda tasarlanabildi?i sürece yazd?r?labilir ve h?z olduk?a h?zl?d?r ve geleneksel y?ntem gibi karma??k kal?plar yapmaya gerek yoktur, ?ok fazla zaman ve maliyet tasarrufu sa?layabilir.
Kum 3D Yaz?c? Prensibi
Kum 3D bask? genellikle a?a??dakiler kullan?larak yap?l?rBinder Jetting (BJ)Temel ilkeler a?a??daki gibidir:
- kum serpmek: Yaz?c?, belirli bir d?küm kumunu (?rne?in silika kumu, seramik kumu veya kaplamal? kum) bask? platformu üzerine e?it olarak yayar.
- sprey ba?lay?c?: Püskürtme nozullar?, kum tanelerini belirli bir alanda birbirine ba?lamak i?in bir bilgisayar modeline (CAD verileri) g?re ba?lay?c?y? do?ru bir ?ekilde püskürtür.
- tekrar tekrar y??mak: Platform indirilir, kum tekrar yay?l?r ve ba?lay?c? püskürtülür, kürlenir ve tüm kum bask? tamamlanana kadar katman katman kal?plan?r.
- yeniden i?leme: Ba?lanmam?? gev?ek kumun ??kar?lmas?, daha sonra metal d?küm i?in kullan?labilecek olan bask?l? kum kal?b?n sertle?tirilmesi ve temizlenmesi.
3D bask? kum d?kümünün ele ald??? temel sorunlar nelerdir?
Her teknolojinin varolu?unun ya da do?u?unun bir "misyonu" olmal?d?r. Genellikle pazar talebini kar??lamak i?in belirli bir soruna ??züm olarak bilinir, bu onun varl???n?n de?eridir. A?a??da, geleneksel d?kümde kar??la??lan dikenli sorunlar? ??zmek i?in kum 3D bask? teknolojisine bir g?z at?yoruz:
- Karma??k ?ekilli par?alar?n imalat?Geleneksel kum d?kümü, geleneksel süre?lerle do?ru bir ?ekilde ?ekillendirilmesi zor olan havac?l?k motorlar?n?n kanatlar?n?n i?indeki ince so?utma kanallar? gibi karma??k ?ekilleri üretmek i?in zor ve maliyetlidir. 3D bask?l? kum, yo?un i?bükey ve d??bükey otomotiv motor blo?una sahip kumdan, mükemmel bir ?ekilde i?lenebilen t?bbi cihaz?n d?? kabu?unun ince biyonik yap?s?na sahip kuma kadar dijital modellere dayal? olarak karma??k ?ekilleri kolayca ger?e?e d?nü?türebilir.
- uzun üretim teslim süresiGeleneksel kum d?kümünün uzun bir kal?p tasarlama, kal?p üretme, kal?plarda hata ay?klama vb. sürecinden ge?mesi gerekir ve büyük ?l?ekli kal?plar?n üretim d?ngüsü genellikle birka? ay? a?ar. 3D bask? kumunun kal?p yapmas?na gerek yoktur ve do?rudan dijital modele g?re bask? yapar ve tasar?m de?i?iklikleri yaln?zca bilgisayardaki modeli de?i?tirerek ve modeli yeniden yazd?rarak yap?labilir, bu da üretim d?ngüsünü ?nemli ?l?üde k?saltacakt?r. Yeni otomotiv motor blo?unun ara?t?r?lmas? ve geli?tirilmesi gibi, geleneksel d?küm kal?b? hurdas? en az iki hafta yeniden yap?l?r, 3D bask? kumu yeni model bask?s?n?n yap?ld??? gün tamamlanabilir, ertesi gün d?küme al?nabilir.
- Maliyet kontrolünde zorlukGeleneksel d?küm kal?p imalat malzemesi israf? ciddidir, karma??k kal?plar?n kullan?m oran? 30%'den azd?r ve yüksek i??ilik maliyetleri vard?r. 3D bask? kumu iste?e ba?l? bask?, do?ru kum, 90%'den fazla malzeme kullan?m oran?, israf? azalt?r. Bask? sürecinin yüksek derecede otomasyonu i??ilik maliyetlerini azaltabilir. ?rnek olarak, y?ll?k 5.000 adet kü?ük boru ba?lant? par?as? d?küm üretim kapasitesine sahip kü?ük bir d?kümhaneyi ele alal?m, 3D bask?l? kumun piyasaya sürülmesinden sonra, malzeme maliyeti y?lda 150.000 yuan azalacak ve i??ilik maliyeti 200.000 yuan azalacak.
- Dü?ük d?küm hassasiyetiKal?p a??nmas?, ay?rma yüzeyi montaj hatas?, d?küm boyutu sapmas? nedeniyle geleneksel kum kal?b? genellikle ± 1 mm'den fazlad?r, sonraki i?leme ?dene?i, malzeme israf? ve yerel gev?eme, kum s?k??mas? ve di?er kusurlara e?ilimlidir, bu da d?kümlerin düzensiz mekanik ?zelliklerine neden olur. Hassas sürücünün dijital modeli ile 3D bask? kum modeli, ± 0,5 mm veya daha az kum boyutu do?rulu?u, düzensiz kum gev?emesini ?nlemek i?in tek tip kompaktl?k elde edebilir ve ayn? zamanda büzülme deliklerini, büzülmeyi ?nemli ?l?üde azaltmak i?in kat?la?ma sürecini optimize edebilir, d?kümün güvenilir i? kalitesini sa?lamak i?in. Ayn? zamanda, kat?la?ma süreci, büzülme deliklerini ve büzülme gev?emesini ?nemli ?l?üde azaltmak i?in optimize edilir, b?ylece d?kümlerin istikrarl? ve güvenilir i? kalitesi sa?lan?r.
- ?evresel bask?Geleneksel d?küm kal?p imalat? büyük miktarda at?k metal, at?k plastik, kum i?leme at?k kumu y???nlar? üretir. 3D bask? kumu üretimi, kullan?lmayan kum geri d?nü?türülebilir ve yeniden kullan?labilir, ?ok az at?k ve bask? i?lemi ?ok say?da kimyasal ba?lay?c? gerektirmez, tehlikeli gazlar?n emisyonunu azalt?r ve at?lye ortam?n? iyile?tirir. ?statistiklere g?re, 3D bask? kumu kullan?m?ndan sonra, d?kümhane at?k emisyonlar? 80%'den fazla azald?, toz, zararl? gaz konsantrasyonlar? ?evre standartlar?na ula?t?.
Bir d?kümhane, bir kum 3d yaz?c? sat?n almalar? gerekip gerekmedi?ini nas?l de?erlendirir?
Bir kum 3D yaz?c?n?n fiyat? ucuz de?ildir (genellikle boyut ne kadar büyükse o kadar pahal?d?r), sat?n almak nispeten temkinlidir, ?zellikle kü?ük ve orta ?l?ekli d?kümhaneler. Patronlar?n sat?n almaya ihtiya? olup olmad???n? de?erlendirmelerine yard?mc? olmak i?in, geleneksel d?kümhanelerin patronlar?na bir referans vermek ve daha sonra sat?n al?p almayacaklar?na karar vermek i?in kendi durumlar?na g?re baz? de?erlendirme noktalar?n? a?a??da derledik:
üreti?m i?hti?yaci
- ürün karma??kl???D?kümhaneler genellikle u?ak motoru kanatlar?, otomotiv silindir bloklar? vb. gibi karma??k ?ekillere, ince yap?lara veya i? kanallara sahip d?kümler üretiyorsa, geleneksel sürecin gereksinimlerini kar??lamak zordur, kum 3D yaz?c?lar bir avantaj sa?layabilir.
- üretimin büyüklü?ü ve hacmiKü?ük, ?ok ?e?itli d?kümler i?in kum 3D yaz?c?lar, kal?plara ihtiya? duymadan ürünleri h?zl? bir ?ekilde de?i?tirme esnekli?i sunarak maliyeti ve d?ngü süresini azalt?r. Bununla birlikte, büyük ?l?ekli, tek ?e?it d?kümler i?in geleneksel süre?ler daha uygun maliyetli olabilir.
- Teslimat süresi gereksinimleriKum 3D yaz?c?lar, mü?terinin kat? teslim sürelerine sahip olmas? durumunda daha k?sa teslim sürelerine ve daha h?zl? sipari? yan?t?na olanak tan?r.
maliyet-etkinlik
- Ekipman yat?r?m?Bir kum 3D yaz?c? sat?n alma maliyeti, kurulum ve devreye alma maliyetleri ve bak?m maliyetlerinin hesaba kat?lmas? gerekir.
- i?letme maliyeti: Bask? malzemeleri, enerji tüketimi, i??ilik maliyetleri vb. i?erir. Geleneksel d?küm sürecini kar??la?t?r?n ve yüksek ve dü?ük uzun vadeli i?letme maliyetlerini analiz edin.
- potansiyel kazan?Kum 3D yaz?c?lar? kullanman?n geli?mi? ürün kalitesi, daha k?sa d?ngü süreleri ve daha dü?ük hurda oranlar? a??s?ndan potansiyel faydalar?n? dü?ünün.
tekni?k kabi?li?yet
- ?al??an Becerileri: Mevcut ?al??anlar?n 3D bask? teknolojisine ne kadar hakim oldu?unu ve e?itilmeleri veya uzman olarak i?e al?nmalar? gerekip gerekmedi?ini de?erlendirin.
- Teknik Destek: Kurulum ve devreye alma, e?itim ve ar?za onar?m? gibi hizmetlerin zaman?nda ve etkili olup olmad??? da dahil olmak üzere ekipman tedarik?isinin teknik destek kapasitesini anlamak.
pazar rekabeti
- Sekt?r Trendleri: Kum 3D bask?y? zaten benimseyip benimsemediklerini g?rmek i?in meslekta?lar?n?za g?z kulak olun ve rakipler zaten kullan?yorsa ve bir avantaj elde ediyorsa, d?kümhanelerin rekabet?i kalabilmek i?in sat?n almay? dü?ünmeleri gerekebilir.
- mü?teri ihtiyac?Kum 3D yaz?c?lar?n sat?n al?nmas?, d?kümhanelerin ürün kalitesini ve üretkenli?ini iyile?tirmek ve pazardaki rekabet gücünü art?rmak i?in ileri teknolojileri benimsedi?ini g?rmek isteyen mü?terilerin ihtiya?lar?n?n kar??lanmas?na yard?mc? olabilir.
?evresel gereklilik
- Yerel ?evre koruma gereklilikleri kat? ise, geleneksel d?küm i?lemi at?k kum ar?tma ve egzoz gaz? emisyonu vb. a??s?ndan büyük bask? alt?ndad?r, kum 3D yaz?c?lar, yüksek malzeme kullan?m? ve dü?ük at?k avantajlar? nedeniyle i?letmelerin ?evre koruma gereksinimlerini kar??lamas?na yard?mc? olabilir.
Kum 3D bask? i?in ne tür yeteneklere ihtiya? var?
Bir?ok geleneksel d?küm i?letmesinin 3D bask? kum d?kümü ile ilgili profesyonellerle donat?lmam?? olabilece?ini g?z ?nünde bulundurarak, i?e al?mdaki fabrikalar?n referans yapmas? i?in i??ilerin pozisyonlar?n?n becerilerin ve ola?an i? g?revlerinin hangi y?nlerine sahip olmas? gerekti?ini ?zel olarak harmanlad?k.
Mesleki Gereklilikler:
- Makine Mühendisli?i, Malzeme Bilimi, D?küm Mühendisli?i, Katmanl? ?malatve di?er ilgili meslekler;
- Kum 3D bask? (Binder Jetting) teknolojisine a?inal?k ve ilgili ekipman? kullanma deneyimi tercih edilir;
- Kullan?m?nda uzmanl?kCAD, 3D modelleme yaz?l?m? (?rn. SolidWorks, AutoCAD, Magics, vb.)Temel veri i?leme becerilerine sahip;
- D?küm sürecinin anla??lmas?, kum malzeme ?zelliklerine a?ina olunmas?, i?lem sonras? süre? ve yayg?n d?küm hatalar?n?n analizi;
- Ekipman?n bak?m?n? yapma ve sorunlar?n? giderme ve ekipman?n ?al??mas?ndaki yayg?n sorunlar? ba??ms?z olarak ??zme becerisi;
- ?yi bir tak?m oyuncusu, üretim sürecini optimize etmek i?in d?küm mühendisleri ve üretim ekibi ile yak?n ?al??abilir;
- Yeni teknolojileri h?zl? bir ?ekilde kavramak i?in gü?lü ??renme yetene?i ve d?küm endüstrisinde eklemeli üretim uygulamas?na yo?un ilgi.
?? Tan?m?:
- sorumlu olmakKum 3D Yaz?c?Ekipman?n devreye al?nmas?, bask? i?inin yürütülmesi ve kalite kontrolü dahil olmak üzere günlük operasyonlar;
- CAD model optimizasyonu, dilimleme ve bask? parametre ayarlar? dahil olmak üzere 3D bask? verilerinin i?lenmesi;
- Kum kal?b?n kalitesinin d?küm gereksinimlerini kar??lad???ndan ve gerekli son i?lemlerin (?rn. temizleme, sertle?tirme, vb.) ger?ekle?tirildi?inden emin olmak i?in bask? sürecini denetleyin;
- Ekipman?n istikrarl? ?al??mas?n? sa?lamak i?in ekipman?n bak?m?ndan, sorun giderme ve bask? sürecindeki sorunlar? ??zmekten sorumludur;
- D?küm kalitesini ve üretim verimlili?ini art?rmak i?in 3D bask? kum kal?plar? sürecini optimize etmek üzere d?küm teknolojisi ekibiyle i?birli?i yap?n;
- D?küm üretiminde kum 3D bask? uygulamas?n? sürekli iyile?tirmek i?in yeni malzemeler ve süre?ler ara?t?r?n ve tan?t?n;
- Ekibin genel teknik seviyesini geli?tirmek i?in personelin 3D bask? teknolojisi konusunda kurum i?i e?itiminden sorumludur.
?ZETLER
?zetle, kum 3D bask? teknolojisi, geleneksel d?kümhaneler i?in bir?ok f?rsat ve de?i?iklik getiriyor; bu da karma??k ?ekilli par?a üretim sorunlar?, uzun üretim d?ngüsü, maliyeti kontrol etmenin zor olmas?, d?küm do?rulu?unun iyi olmamas?, ?evre koruma bask?s? ve bir dizi dikenli sorunla kar?? kar??ya kalan geleneksel d?küm sürecini etkili bir ?ekilde ??zebilir. üretim talebi, maliyet etkinli?i, teknik yetenekler, pazar rekabeti ve ?evresel gereksinimlerin kapsaml? bir de?erlendirmesi sayesinde, d?kümhane sahipleri kum 3D yaz?c?y? tan?t?p tan?tmayacaklar?na daha bilimsel ve rasyonel bir ?ekilde karar verebilirler. Profesyonel teknik personel ile donat?lm??, d?kümhanedeki bu teknolojinin sorunsuz ini? yapmas?n? sa?lamak, maksimum performans?n anahtar?n? oynamakt?r.
Giderek daha rekabet?i hale gelen d?kümhane pazar?nda, yeni teknolojileri benimsemek i?in inisiyatif almak, aktif olarak de?i?iklikler yapmak, i?letmelerin d?nü?ümünü ve yükseltilmesini ve sürdürülebilir kalk?nmay? sa?lamak i?in ilk f?rsat? yakalayabilir. Geleneksel d?kümhaneler i?in kum 3D bask? teknolojisi sadece bir teknoloji de?i?ikli?i de?il, ayn? zamanda darbo?azlar?n geli?tirilmesinde bir at?l?md?r, mükemmel f?rsat?n temel rekabet gücünü art?r?r. Umar?m tüm d?kümhane patronlar? kendi i?letmelerinin ger?ek durumunu birle?tirebilir, art?lar? ve eksileri tam olarak tartabilir, i?letmenin karar verme sürecinin uzun vadeli geli?imi i?in en uygun olan? yapabilir, b?ylece zaman?n gelgitindeki i?letme dalgalar? sürmek i?in daha geni? bir pazar mavi denize yelken a?ar.
]]>1. Geleneksel d?küm süre?lerinin s?n?rlamalar?n?n ele al?nmas?
Karma??k yap?lar?n kal?planmas?nda zorluk
Geleneksel d?küm süre?leri, karma??k ?ekillere sahip kum kal?plar? üretirken genellikle büyük teknik zorluklarla ve yüksek maliyetlerle kar??la??r. ?rne?in, u?ak motoru kanatlar?n?n i?inde genellikle ince ve karma??k so?utma kanallar? vard?r, bu tür kal?plar?n geleneksel üretim süreci son derece zordur. Dijital modelleme ve katman katman bask? teknolojisi arac?l???yla kum 3D yaz?c?, karma??k ?ekillerde kum kal?plar?n?n üretimini kolayca ger?ekle?tirerek teknik e?i?i ve maliyeti büyük ?l?üde azaltabilir.
?zelle?tirilmi? üretim s?n?rl?d?r
Ki?iselle?tirilmi? tüketim ve ni? pazarlar?n yükseli?iyle birlikte, kü?ük partili, ?zelle?tirilmi? d?kümlere olan talep h?zla art?yor. Ancak, yüksek kal?p a?ma maliyetleri ve uzun ?zelle?tirme d?ngüsü ile geleneksel d?küm süreci, pazar?n h?zl? yan?t ihtiya?lar?n? kar??lamakta zorlan?yor. Kum 3D yaz?c?lar kal?p gerektirmez ve mü?terilerin ?zel spesifikasyonlar?na, ?ekillerine ve performans gereksinimlerine g?re kum kal?plar?n? h?zl? bir ?ekilde tasarlay?p basabilir, bu da ?zelle?tirilmi? üretimin esnekli?ini ve verimlili?ini büyük ?l?üde art?r?r.



2. üretim verimlili?inin ve maliyet kontrolünün iyile?tirilmesi
uzun üretim teslim süresi
Geleneksel kum d?kümü kal?p tasar?m?, kal?p imalat? ve kal?b?n devreye al?nmas? gibi uzun bir süre? gerektirir ve büyük kal?plar i?in üretim d?ngüsü genellikle birka? ay? a?ar. Bu süre zarf?nda tasar?m de?i?iklikleri veya kal?p kusurlar? da yeniden ?al??maya yol a?arak üretim d?ngüsünü daha da uzatabilir. Kum 3D yaz?c?lar kal?plar?n yap?lmas?n? gerektirmez ve do?rudan dijital modellerden bask? yapar; bu da ürün geli?tirme d?ngüsünü ?nemli ?l?üde k?saltabilir ve üretim verimlili?ini art?rabilir.
Maliyet kontrolünde zorluk
Geleneksel d?küm kal?p üretim sürecinde, malzeme israf? ciddidir ve karma??k kal?plar?n malzeme kullan?m oran? 30%'den azd?r. Ek olarak, kal?p??lardan modelcilere ve kal?p tamircilerine kadar, insan gücü girdisi büyüktür ve bu da maliyeti daha da art?r?r. Kum 3D yaz?c? iste?e ba?l? bask?, do?ru kum, 90%'den fazla malzeme kullan?m oran?. bask? sürecinde yüksek derecede otomasyon, insan gücü maliyetini dü?ürerek üretim maliyetlerini ?nemli ?l?üde azalt?r.
3. ürün kalitesinin iyile?tirilmesi
Dü?ük boyutsal do?ruluk
Kal?p a??nmas?, ay?rma yüzeyi montaj hatalar? ve di?er sorunlar nedeniyle geleneksel kum kal?b?, d?küm boyutu sapmas? genellikle ± 1 mm'yi a?ar, sonraki i?leme ?dene?i, malzeme israf?. Dijital model hassas sürücü ile kum 3D yaz?c?, ± 0,5 mm veya daha az kum boyutu do?rulu?u, i?leme sürecini azalt?r, maliyetleri dü?ürür.
E?it olmayan i? kalite
Geleneksel kum modeli yerel gev?ekli?e, kum s?k??mas?na ve di?er sorunlara e?ilimlidir, bu da d?kümlerin düzensiz mekanik ?zelliklerine, ?atlaklara ve di?er kusurlara e?ilimli olmas?na neden olur. Kum 3D yaz?c?, tek tip kompaktl?k elde edebilir, kumun düzensiz olmas?n? ?nleyebilir, ayn? zamanda kat?la?ma sürecini optimize edebilir, d?kümlerin istikrarl? ve güvenilir i? kalitesini sa?lamak, ürün performans?n? ve hizmet ?mrünü iyile?tirmek i?in büzülme deliklerini, büzülme gev?ekli?ini ?nemli ?l?üde azaltabilir.
4. ?evresel avantajlar
Geleneksel d?küm kal?b? üretimi büyük miktarda at?k metal ve plastik üretir ve kum i?leminden sonra at?k kum y???l?r. Fabrikan?n y?ll?k 10.000 ton d?küm kapasitesi, y?ll?k 5.000 tondan fazla at?k kum emisyonu, yüksek ar?tma maliyeti ve ?evre kirlili?i. üretimde kum 3D yaz?c?, kullan?lmayan kum geri d?nü?türülebilir ve yeniden kullan?labilir, ?ok az at?k. Buna ek olarak, bask? i?lemi ?ok say?da kimyasal ba?lay?c? gerektirmez, zararl? gazlar?n emisyonunu azalt?r ve at?lye ortam?n? iyile?tirir.
5. D?kümhanelerin kum 3D yaz?c?lar? hak etmesinin nedenleri
üretim verimlili?inin art?r?lmas?
Kum 3D yaz?c?lar pazar talebine h?zla yan?t verebilir, ?zellikle kü?ük parti ürünlerin s?k s?k yeniden modellenmesi i?in uygundur. D?kümhanelerin mü?terilerin bireysel ?zelle?tirme ihtiya?lar?n? h?zl? bir ?ekilde kar??lamas?na ve mü?teri memnuniyetini ve pazar rekabet gücünü art?rmas?na olanak tan?r. Ayn? zamanda kum 3D yaz?c?, seri üretimin ihtiya?lar?n? kar??lamak ve üretim verimlili?ini ve ??kt?s?n? art?rmak i?in k?sa sürede ?ok say?da yüksek kaliteli kum modeli basabilen seri üretimi destekler.
Azalt?lm?? üretim maliyetleri
Kum 3D bask? teknolojisi, kal?plar? a?madan do?rudan kum kal?plar?n? basar, b?ylece kal?p a?ma maliyetini büyük ?l?üde azalt?r, ?zellikle kü?ük parti ve karma??k yap? üretim ihtiya?lar? i?in uygundur. Buna ek olarak, kum 3D bask? ekipman? yaln?zca basit bir e?itimle ?al??t?r?labilir ve ?ok fazla insan gücü sinerjisi gerektirmez, bu da vas?fl? i??ilere olan ba??ml?l??? etkili bir ?ekilde azaltabilir, b?ylece d?kümhaneler zor i?e al?m ve pahal? i??ilik sorunuyla kolayca ba?a ??kabilir.
ürün Kalitesinin Art?r?lmas?
Kum 3D yaz?c?lar daha do?rudur, ?rne?in3DPTEK3D bask? ekipman?, d?kümlerin boyutsal do?rulu?unun ?nemli ?l?üde iyile?tirildi?i, ürünlerin tek seferlik ge?i? oran?n?n ?nemli ?l?üde artt???, hurda oran?n?n azald??? ve d?kümhanenin kaynaklar?n? daha verimli kullanmas?na izin verildi?i anlam?na gelir. Ayn? zamanda, 3D bask?l? kum kal?plar? daha iyi hassasiyet ve yüzey kalitesine sahiptir, z?mparalama ve giydirme i?lerinin miktar?n? azalt?r, üretim sürecini daha temiz hale getirir ve ürün kalitesini ve süre? tutarl?l???n? art?r?r.
üretim y?netiminin optimize edilmesi
Kompakt bir g?vde tasar?m?na sahip olan kum 3D yaz?c?, kü?ük ve orta ?l?ekli d?kümhanelerin farkl? saha düzeni gereksinimleri i?in uygun olan az yer kaplayan ve esnek bir kuruluma sahiptir. Modüler üretim ??zümü, i?letmenin kolayca geni?lemesini ve ?oklu makine ba?lant?s?na ula?mas?n? da destekleyebilir. Kum 3D yaz?c?n?n bir k?sm? dijital izleme sistemini destekler, i?letme y?neticileri tamamen kontrol edilebilir bir üretim süreci elde etmek i?in üretim ilerlemesini ve ekipman durumunu ger?ek zamanl? olarak izleyebilir, ekipman operasyon verileri üretim stratejilerinin optimizasyonunu kolayla?t?rmak i?in otomatik olarak saklanabilir.




6. Son S?zler
Kum 3D yaz?c?lar?n ortaya ??k??? sadece geleneksel d?küm sürecindeki bir?ok sorunu ??zmekle kalm?yor, ayn? zamanda d?küm endüstrisi i?in benzeri g?rülmemi? f?rsatlar? da beraberinde getiriyor. üretim verimlili?ini art?rarak, üretim maliyetlerini dü?ürerek, ürün kalitesini iyile?tirerek ve üretim y?netimini optimize ederek d?kümhanelere gü?lü bir rekabet gücü sa?l?yor. Teknolojinin sürekli ilerlemesiyle birlikte, kum 3D yaz?c?lar imalat endüstrisinin gelece?inde giderek daha ?nemli bir rol oynayacak ve d?küm endüstrisini daha verimli, daha ?evre dostu ve daha ak?ll? bir y?ne do?ru te?vik edecektir.
]]>