Réponse rapide. Le marché de l'impression 3D sur sable va accélérer son expansion en raison de la demande de fabrication numérique et flexible d'ici 2026. La technologie a été développée grace àMoulage sans mouleIl a permis de raccourcir le cycle de développement de pièces moulées complexes de plusieurs mois à quelques semaines et de réduire les co?ts jusqu'à 70%. Il est en train de devenir une solution de base pour le prototypage rapide et la production en petite quantité dans l'aérospatiale, l'automobile haut de gamme et d'autres domaines.
Principaux enseignements
- Les moteurs de la transformationLe marché de l'énergie : Le marché de l'énergie de l'énergie de l'énergie de l'énergie.Multi-espèces, petits lots, réponse rapideLes exigences du secteur obligent l'industrie de la fonderie à passer à la flexibilisation et à la numérisation.
- discontinuité technologique: :Technologie de projection de liant L'élimination des moules physiques et la mise en ?uvre directe de la méthode "des données de conception au moule" constituent la logique sous-jacente de l'innovation du processus.
- Un retour sur investissement clairDans des scénarios de prototypage complexes, la technologie peut réduire le co?t d'un développement unique de plusieurs millions de dollars à moins de 100 000 dollars, avec une période de retour sur investissement aussi faible que2-3 ans.
- Fenêtre de marchéLa période allant jusqu'à 2026 est une phase critique pour l'achèvement de la mise en place de la technologie et l'établissement d'avantages en termes de capacité et d'expérience.
Panorama du marché : l'inévitabilité de la numérisation et de la transformation flexible
Le problème actuel de l'industrie de la fonderie n'est pas l'efficacité d'un seul segment, mais l'inadéquation structurelle entre l'ensemble du paradigme de production et la demande du marché. Nous observons trois tendances irréversibles :
1. Réduction du cycle de vie des produitsLe développement de moules traditionnels (qui prend beaucoup de temps) : Dans les secteurs de l'automobile et de l'équipement haut de gamme en particulier, la vitesse d'itération des produits est passée de 5 à 7 ans à 2 ou 3 ans. Développement traditionnel de moules (long)3-4 moisCo?t1 à 2 millions de dollars) est devenue insupportable.
2. La demande de personnalisation et d'allègement exploseCes conceptions sont importantes pour l'Union européenne : moulage sous pression intégré pour les véhicules à énergie nouvelle, composants complexes des canaux intérieurs pour l'aérospatiale et formes uniques pour les ?uvres d'art.Cavités internes, parois minces, canaux de refroidissement fa?onnésLa réalisation de ce projet est extrêmement exigeante et peut difficilement être réalisée de manière économique par les méthodes conventionnelles de fabrication de moules.
3. Exigences en matière de résilience de la cha?ne d'approvisionnementLes pressions géopolitiques et financières poussent les fabricants à rechercher des cha?nes d'approvisionnement localisées plus courtes et plus contr?lables. Les capacités de production locales numériques qui peuvent répondre rapidement aux changements de conception et qui n'ont pas besoin de s'appuyer sur le traitement des moules à l'étranger sont d'une grande valeur.
L'impression 3D sur sable, en particulierTechnologie de projection de liantIl s'agit de la solution "scalpel" à ces défis. Il ne s'agit pas d'un simple remplacement de la modélisation manuelle, mais plut?t d'un changement fondamental dans la fa?on de travailler.Processus de production reconfigurés: :
* Comparaison des processus: :
| anneau annulaire | Procédé de coulée traditionnel | Processus de numérisation basé sur l'impression 3D de sable |
|---|---|---|
| Trajectoire principale | Conception 3D → moulage métal/bois → moulage (main/machine) → moulage en bo?te | Conception 3D → impression directe du moule/noyau → moulage en bo?te |
| cycle de temps | Des semaines aux mois | Jours à 2 semaines (premier article) |
| Co?ts de modification | La modification ou le remodelage peuvent être co?teux. | Modifier les modèles CAO à un co?t marginal proche de zéro |
| (math.) complexité géométrique | Sous réserve des limitations du processus telles que l'extraction des moules | Il est possible de fabriquer un nombre pratiquement illimité d'orifices de forme à angle négatif. |
Force motrice principale : analyse approfondie de la demande des applications industrielles
La popularité d'une technologie est toujours motivée par des besoins pratiques. L'impression 3D sur sable est passée de "facultative" à "obligatoire" dans de nombreux domaines :
* Aérospatiale et militaireC'est le "haut lieu" de la validation technologique. La demande est centrée surAlliages à haute température, alliages de titaneet autres matériaux difficiles à traiterPièce unique, petit lotComposants complexes tels que les pales de moteur, les chargeurs, les supports de satellite. Pour la précision (généralement requise)±0,3 mm) et les exigences en matière de résistance du sable sont extrêmement élevées. Des entreprises nationales de premier plan telles queAFS de Longyuan Forte d'une expérience de près de 30 ans dans le domaine de l'impression industrielle, elle a accumulé un grand nombre de succès dans ce domaine.
* Automobiles (en particulier les nouvelles énergies et les marques haut de gamme)Les principaux moteurs sont les suivantsPrototypage rapide et allègement. Utilisé pour la vérification de prototypes et la production de petits lots de blocs moteurs, de culasses, de bo?tiers de bo?tes de vitesses, de supports de bo?tiers de batteries, etc., ce qui permet d'accélérer le temps de cycle des essais au banc.2-3 mois. Par exemple, en utilisant3DPTEK-Série JLe motif de sable imprimé par l'équipement a été largement utilisé dans les centres de recherche et de développement de nombreuses entreprises automobiles nationales, ce qui leur a permis de réduire le co?t de développement des prototypes à une roue.70% Ci-dessus.
* Pompes, vannes et machines lourdesLes besoins sont les suivantsRéduction des délais d'exécution et de réponse aux commandes individuelles. Les corps de pompe et les corps de vanne complexes et de grande taille nécessitent généralement un équipement important. Par exemple, des tailles de moulage allant jusqu'à2500×1500×1000mm(utilisé comme expression nominale)3DPTEK-J2500Le modèle est capable d'imprimer intégralement de grands modèles de sable de corps de pompe, ce qui permet d'éviter la production et l'assemblage de blocs encombrants et d'améliorer considérablement la fiabilité de livraison des grandes pièces moulées.


* ?uvres d'art et création culturelle CastingLe c?ur de la demande est le suivantRéalisation de la créativité arbitraire de l'artisteLa sculpture numérique permet de s'affranchir de la nécessité de faire appel à des moulistes qualifiés. Les sculptures numériques peuvent être converties directement en modèles de sable, reproduisant parfaitement les textures complexes et les formes organiques.
Perspectives 2026 : Evolution de la technologie et du marché
Sur la base du rythme actuel des itérations technologiques et des réactions du marché, nous émettons les jugements suivants sur le marché en 2026 :
1. le développement technologique: :
* équipements à grande échelle et à grande vitesse en parallèleLe marché exigera simultanément des dispositifs surdimensionnés plus efficaces (tels que le4 mètres) et les appareils à grande vitesse de petite et moyenne taille, destinés à une exécution rapide. Les vitesses d'impression passeront de l'actuelle20-30 secondes/coucheMise à niveau générale.
* L'ouverture des systèmes matériels devient l'enjeu de la concurrenceLes systèmes fermés avec des consommables spécialisés perdent progressivement leurs avantages. Compatible avec une large gamme de résines et différentes tailles de particules (par ex.70/140 mesh, 100/200 meshSable de silice, sable de baobabPlate-forme matérielle ouvertepar exemple3DPTEKLa stratégie adoptée permettra aux utilisateurs de mieux contr?ler les co?ts et d'assouplir les processus.
* Intégration et automatisation: :Nettoyage automatique du sable, transfert du cylindre de moulage, inspection en ligneL'unité de post-traitement sera profondément intégrée à l'h?te d'impression pour former une solution unique "Impression - Nettoyage du sable - Séchage", ce qui constitue un véritable pas en avant vers une production sans personnel et en continu.
2. paysage du marché: :
* Profondeur de l'application, de la "production d'essai" à la pénétration de la "production".En 2026, la part de la technologie utilisée pour la production directe de pièces finales augmentera de manière significative, en particulier pour les lots d'une valeur de 1,5 million d'euros.Des dizaines à des centaines de piècesLa segmentation de la
* L'essor des réseaux régionaux de fabrication: S'appuyer sur3DPTEKLes entreprises telles que la construction du modèle de "plateforme nationale de services en nuage de fabrication intelligente et distribuée" seront plus courantes, afin de réaliser la planification en nuage de la capacité de production et des services de proximité, remodelant ainsi la cha?ne d'approvisionnement régionale en pièces de fonderie.
* Le rapport qualité-prix devient le principal facteur de décisionLes fabricants d'équipements nationaux réalisent des percées dans les composants de base (par exemple, le contr?le de la tête d'impression, les algorithmes logiciels) avec les technologies de l'information et de la communication.Grande stabilité, système ouvert, service localiséLa part de marché des marques nationales continuera à s'étendre, offrant aux utilisateurs un cycle de retour sur investissement plus court que celui des équipements traditionnels importés.
rendre un verdictLe temps n'est plus aux discussions sur la "nécessité" de l'impression 3D de sable.Comment choisir la bonne voie pour la mise à niveau2024-2026 est la période d'investissement clé pour les entreprises afin de renforcer leur capacité de moulage numérique et de s'emparer de la position dominante sur le futur marché. Le co?t de l'attente sera beaucoup plus élevé que le risque d'une présentation précoce.
5 indicateurs clés démontés en profondeur : lisez les performances réelles de l'imprimante 3D à sable
Après avoir compris les tendances du marché et l'inévitabilité de la transformation, l'étape suivante consiste à dépasser le jargon du marketing et à évaluer les capacités réelles de l'équipement d'un point de vue technique. La sélection d'unImprimante 3D à sableen choisissant essentiellement un ensemble deSystèmes de production numériqueLa performance ne peut jamais être résumée par un seul paramètre. Ses performances ne peuvent jamais être résumées par un seul paramètre, mais sont définies par les cinq indicateurs fondamentaux interdépendants suivants. Nos analyses sont basées sur des tests de terrain et des données de production à long terme.
1. précision de l'impression et qualité de la surface : transfert de la précision du moule de sable à la coulée
C'est le principal indicateur permettant de déterminer si un moulage est "utilisable" plut?t que "coulable". Il convient de faire la distinction entrePrécision de l'impressionavecPrécision de la coulée finale.
Analyse de la précision de l'impression sur sable: :
Tolérances dimensionnellesLes valeurs de référence sont : "±0,3 mm (≤300 mm)", généralement exprimé comme "±0,3 mm (≤300 mm)". Il s'agit deLe sable lui-mêmedes écarts dimensionnels dans un environnement contr?lé. A titre d'exemple3DPTEK-J1800Dans la solution technique, cette précision est obtenue grace à des moteurs linéaires de haute précision dotés d'un système de contr?le en boucle fermée. Il est important de noter que les tolérances diminuent avec l'augmentation de la taille et que les machines à représentation proportionnelle (par exemple 0,1%) sont plus adaptées aux pièces de grande taille.
épaisseur minimale de la paroi / taille de l'élémentLa capacité de la machine à imprimer des noyaux de sable complexes à parois minces ou des cylindres fins est directement déterminée par cette capacité. Cette capacité est déterminée par laRésolution de la tête d'impression (DPI) répondre en chantantépaisseur de la couche de sableUne tête d'impression de 400 DPI associée à une épaisseur de couche de 0,25 à 0,3 mm permet généralement d'obtenir un résultat de3-5mmL'épaisseur minimale stable de la paroi du
rugosité de la surfaceLa rugosité de la surface du sable (valeur Ra) affecte directement la difficulté du nettoyage du sable et la finition de la surface des pièces moulées. Elle est principalement déterminée par la taille des grains de sable (par exemple, 100/200 mesh est plus fin que 70/140 mesh) et la technologie de contr?le de la pénétration du liant. L'uniformité de la surface du moule en sable imprimé par l'excellent équipement peut atteindre environ Ra 12,5μm, ce qui constitue une bonne base pour l'application ultérieure de revêtements réfractaires.
Effets sur les moulages et les mesures: :
Cha?ne de perte de précisionLa précision du moule en sable → (erreur d'épaisseur de la couche de revêtement) → (retrait de solidification du métal) → précision de la coulée. Par conséquent, un moule en sable de haute précision est la clé d'une coulée de haute qualité.condition nécessaire mais insuffisante (math.).
norme de mesure: doit être utiliséScanner 3Dpeut-êtreMachine à mesurer tridimensionnelle (MMT) à grande échelle Les principales dimensions de positionnement et l'épaisseur de la paroi du modèle de sable imprimé sont inspectées et comparées au modèle CAO original afin de générer un rapport de déviation chromatographique. Les mesures au pied à coulisse ne permettent pas à elles seules une évaluation complète.
2. la taille et l'efficacité du caisson de construction : plus c'est grand, plus c'est efficace
Le choix de la taille de la bo?te de construction (taille de moulage) est un acte d'équilibre, directement lié à l'efficacité de l'investissement et à la flexibilité de la production.
Matrice de la stratégie de sélection: :
| exigence de production | Stratégies recommandées pour le dimensionnement de la bo?te de construction | Considérations fondamentales |
|---|---|---|
| Grandes pièces moulées individuelles (par exemple, bases de machines-outils, grands corps de pompe) | Choisissez une taille égale ou légèrement supérieure au contour maximal de la pièce. Par exemple, pour produire un corps de pompe d'environ 2 mètres, une machine telle que la 3DPTEK-J2500 (2500 x 1500 x 1000 mm) devrait être envisagée. | Assurer un moulage intégral en une seule fois, en évitant la perte de précision et le risque de résistance causés par le fractionnement et l'éclatement. |
| Petit lot, multi-espèces (par exemple, essai de moteur, corps de vanne multiples) | Sélectionnez une bo?te de construction de taille moyenne (par exemple, 1000-1800 mm de long) et utilisez la direction de la hauteur (axe Z) pour permettre l'impression imbriquée de plusieurs pièces. | Maximise le nombre de pièces imprimées en un seul passage, en diluant le co?t et le temps d'impression d'un seul motif de sable. Utilisation maximale de l'équipement. |
| Mélange de tailles surdimensionnées et régulières | Envisagez des combinaisons d'équipements "un grand, un petit" ou "un moyen, un grand". | Utiliser les petites machines pour traiter les pièces de R&D à rotation rapide et les grandes machines pour préserver la capacité de production des grandes pièces, afin de réaliser un portefeuille d'investissement optimal. |
Aper?u des principaux élémentsLes bo?tes de construction : des bo?tes de construction pour lesune utilisation efficacePlus important que la taille nominale. La structure interne de la machine doit être évaluée pour faciliter l'imbrication automatisée de plusieurs pièces et l'intelligence des algorithmes d'imbrication du logiciel.
3. les systèmes et la compatibilité des matériaux : la clé de vo?te de la ma?trise des co?ts et de la flexibilité des processus
Un système de matériaux ouvert est la clé pour éviter la "liaison des consommables" et optimiser les co?ts à long terme. La compatibilité de la machine avec différents matériaux de sable et liants doit être une considération centrale.
Propriétés des matériaux courants et adéquation de l'équipement: :
- Sable de silice (sable de quartz)Le sable de fond : le plus couramment utilisé et le moins cher (environ 600-800 $/tonne). Cependant, elle exige une grande uniformité dans l'épandage du sable sur l'équipement, et la différence de fluidité affectera la qualité de la couche.système ouvertPermettre aux utilisateurs de choisir différentes tailles de mailles en fonction des exigences de moulage (par exemple, 70/140 mailles pour les pièces ordinaires, 100/200 mailles pour les pièces présentant des exigences de surface élevées).
- Sable de Baobab (sable céramique)Le sable siliceux : particules sphériques, excellente fluidité, surface du sable imprimé plus polie, meilleure stabilité thermique, convient pour l'acier fortement allié, les grandes pièces moulées. Mais son prix est de 3 à 5 fois supérieur à celui du sable de silice. L'équipement doit pouvoir s'adapter à ses différentes densités d'emballage et caractéristiques d'adhérence.
- sable enrobéDans l'équipement de projection de liant, un matériau sableux pré-enduit de résine, généralement utilisé pour l'impression thermique. Dans les équipements de projection de liant, desRésine pour bo?te à noyau froidSystème. Le fournisseur d'équipement doit fournir un ensemble de paramètres de processus validés.
Compatibilité des classeurs: :
- Jugements fondamentauxL'équipement ne peut-il être utilisé qu'avec des liants spécialisés spécifiés par le fabricant d'origine ? Ou est-il compatible avec les produits courants du marché ?Résine de furane, résine phénoliquemêmeliant inorganique(tendances environnementales) ?
- Impact économiqueLe système ouvert permet aux utilisateurs d'acheter des résines auprès de plusieurs fournisseurs, ce qui réduit les co?ts des matériaux grace à la concurrence du marché. Par exemple.3DPTEKL'équipement aide l'utilisateur à utiliser des résines tierces conformes aux spécifications, ce qui, à lui seul, peut permettre aux grandes fonderies de réaliser d'importantes économies annuelles sur les co?ts des consommables.
4. vitesse et capacité d'impression : au-delà du "temps de calque", les résultats réels
Les vendeurs annoncent souvent "XX secondes/couche", mais la séparation entre la couche et la couche est très importante.épaisseur de la coucherépondre en chantantUtilisation de la bo?te de constructionIl est inutile de parler de vitesse. La capacité réelle doit être mesurée en termes deLitres par heure (L/h) peut-êtreKilogrammes par heure (kg/h) (utilisé comme expression nominale)Taux de volume de moulage effectifà mesurer.
Corrélation entre les paramètres et la profondeur: :
* épaisseur de la coucheL'augmentation de l'épaisseur de la couche (par exemple de 0,25 mm à 0,35 mm) réduit considérablement le nombre total de couches et raccourcit le temps d'impression, mais au détriment de la précision de l'axe Z et des effets d'escalier de la surface. Un équipement de qualité supérieure permet d'augmenter l'épaisseur des couches et de réduire le temps d'impression.0,2-0,5 mmAjustement flexible aux exigences des pièces à l'intérieur de la gamme.
* Vitesse d'épandage et de projection du sableLes deux doivent être optimisés en tandem. Le pon?age à grande vitesse doit être associé à un système de têtes d'impression à balayage à grande vitesse, faute de quoi il peut devenir un goulot d'étranglement. Par exemple, l'utilisation du balayage parallèle avec plusieurs têtes d'impression (par ex.3DPTEK-J4000(en utilisant 16 têtes d'impression) est le moyen fondamental d'augmenter la vitesse.
Calcul de la capacité réelle: :
Capacité par jour ≈ volume de la bo?te de construction × taux de remplissage × (24 heures / temps total pour l'impression et la préparation d'une bo?te unique)`
Le taux de remplissage dépend de la densité d'imbrication des pièces, tandis que le "temps total" comprend l'impression, le pon?age, la préparation du sable, etc. Les machines hautement automatisées (avec des stations automatiques de nettoyage du sable, des cylindres jumelés alternés) minimisent le temps de non-impression, améliorant ainsi l'efficacité globale de l'équipement (OEE).
5. la fiabilité des équipements : la base d'une production stable et une source de co?ts cachés
Il s'agit de l'indicateur le plus facilement négligé par les tables de paramètres, mais qui détermine le succès ou l'échec opérationnel à long terme. La fiabilité se reflète dansTemps moyen entre deux défaillances (MTBF) répondre en chantantDurée de vie des composants critiquesEn haut.
Analyse de la stabilité des composants clés: :
- tête d'impressionLes têtes d'impression piézoélectriques industrielles ont généralement une durée de vie de1 à 2 ans(en fonction du niveau de maintenance). L'essentiel réside dans lasystème d'alimentation en encreDisponibilité d'une pression constante, d'une recirculation, d'une filtration et d'un nettoyage automatique pour éviter le colmatage. Le co?t élevé du remplacement des têtes d'impression (jusqu'à des dizaines de milliers de dollars par unité) rend critique la conception de la protection des têtes d'impression du système.
- Système de pon?ageL'uniformité et la constance de l'épandage de sable sont la pierre angulaire de la qualité de la couche. La durabilité du mécanisme d'épandage vibratoire et les cycles d'usure des racleurs ou des rouleaux doivent faire l'objet d'une attention particulière. Le système doit être capable de maintenir à long terme une erreur de densité d'épandage inférieure à 1 %.±1%.
- Système de contr?le du mouvementLa capacité à maintenir la précision des moteurs linéaires, des modules et des rails de guidage en cas de mouvement alternatif à grande vitesse et à long terme. Ceci est directement lié à l'équipement en3-5 ansLa précision de l'usine est-elle maintenue après
Méthodologie d'évaluation: :
- Accès aux données historiquesLes fournisseurs doivent fournir des équipements du même type.Enregistrement de la durée d'exécution sur siterépondre en chantantRegistre de remplacement des composants critiques.
- inspection sur placeVisites aux utilisateurs en production, en particulier ceux qui utilisent déjà l'équipementPlus de 2 ansafin d'obtenir leur avis sur la stabilité, la fréquence des pannes et les co?ts d'entretien.
- test de stressPendant l'essai du prototype, essayez d'imprimer en continu un travail long et à taux de remplissage élevé et observez les performances de l'appareil dans les conditions suivantesétat d'échauffement prolongéStabilité opérationnelle et constance de la précision sous
rendre un verdictEvaluation de l'un d'entre eux : Evaluation de l'un d'entre euxImpression 3D sur sableIl est important d'utiliser ces cinq indicateurs en tant qu'indicateurs de base.système globalLe compromis. Une grande précision peut se faire au détriment de la vitesse, et un système de matériau entièrement fermé peut être stable au détriment de co?ts contr?lables. Pour les fonderies qui recherchent la compétitivité à long terme et le retour sur investissement, le choix d'une machine dans la gamme desPrécision, efficacité, ouverture matérielle, fiabilitéUn équipement présentant un équilibre technique optimal entre les deux et un cas de service suffisamment localisé est le premier pas vers le succès dans le domaine de la coulée numérique.
L'épreuve de force des marques mondiales : une comparaison détaillée des géants internationaux et des marques nationales
Après une compréhension approfondie des spécifications techniques, la traduction de ces paramètres en choix de marques et d'équipements spécifiques est l'élément décisif des décisions d'achat. Le mondeImpression 3D sur sableLe marché est dominé par deux grandes écoles technologiques : les acteurs établis, représentés par l'Allemagne et les états-Unis, et les pays en voie de développement, représentés par l'Allemagne et les états-Unis.3DPTEK(SANDI Technology/Longyuan Moulding) Cette section fournira une analyse approfondie de l'accumulation de technologies, de la stratégie de marché et des performances réelles de l'entreprise. Cette section fournira une analyse approfondie de l'accumulation de technologies, de la stratégie de marché et des performances réelles de l'entreprise.
1. les géants internationaux : pionniers de la technologie et positionnement sur le marché
Les marques internationales, représentées par des vétérans allemands et américains, ont été les premières à définir la technologie de projection de liant, avec l'avantage d'une profonde accumulation technique et de marchés haut de gamme mondialisés.
* Caractéristiques techniques et modèles phares: :
* Allemand: par sonImpression de grandes surfaces à grande vitesseLe c?ur de cette technologie est le système unique d'épandage et de balayage du sable. Le modèle phare a une taille de moulage allant jusqu'à 4000 x 2000 x 1000 mm et est con?u pour les très grandes pièces moulées (par exemple, l'énergie éolienne, les composants de navires). Sa ligne technologique met l'accent sur la vitesse de production et les grands volumes de fabrication, ce qui lui donne une longueur d'avance dans le traitement des énormes moules monolithiques en sable.
* états-Unis d'Amérique: plus axé surScience des matériaux et stabilité des processusL'entreprise est leader dans le développement de formulations de liants compatibles avec une large gamme de matériaux de coulée. Son équipement est utilisé dans les centres de recherche et de développement des secteurs automobile et aérospatial du monde entier et est réputé pour la maturité et la reproductibilité de ses procédés.
* Points forts et positionnement: :
* tranchantLa marque a une longue histoire, avec une riche base de données mondiale d'applications haut de gamme (en particulier dans l'aérospatiale), de nombreux brevets et un écosystème logiciel relativement mature (par exemple, l'intégration avec les systèmes CAO/CAE courants).
* positionnement (marketing)Ancrage principal : Ancrage principalOrganismes de R&D haut de gamme, grandes entreprises multinationalesAinsi que les utilisateurs de premier niveau qui disposent d'un budget limité et qui ont des exigences strictes en matière d'image de marque. Leur offre comprend souvent des matériaux spécialisésSystèmes fermés ou semi-fermésCela garantit un processus optimal, mais la flexibilité de l'utilisateur dans le choix des matériaux est relativement limitée.
2) L'essor des marques nationales : percées technologiques et avantages de la localisation
afin de3DPTEKLes marques nationales qu'ils représentent ne sont pas de simples suiveurs technologiques. Elles s'appuient sur une compréhension profonde de l'écologie de l'industrie chinoise de la fonderie, à partir d'une vision à long terme de l'industrie de la fonderie.Des services rentables, ouverts et flexibles, des services approfondisLa voie de la différenciation.
Percées technologiques et modèles typiques: :
- Noyau auto-développéDans le cas de 3DPTEK, par exemple, elle a développé en interne tous les éléments, du logiciel sous-jacent (le système AFSWin3DP) à la commande de mouvement, en passant par le système d'approvisionnement en encre, ce qui lui permet de ne pas dépendre d'une cha?ne d'approvisionnement spécifique en amont. Cela permet à son équipement de répondre rapidement aux demandes d'itération des processus locaux.
- Couverture de la matrice des produitsLes produits : Une ligne de produits claire a été élaborée pour répondre aux besoins à plusieurs niveaux du marché chinois :
- 3DPTEK-J1600 Pro/J1800Le modèle "workhorse" est le plus largement éprouvé sur le marché : pour les fonderies et les centres de R&D de taille moyenne, il offre un équilibre parfait entre la précision (±0,3 mm), la vitesse et le co?t dans la taille de moulage de 1600-1800 mm.
- 3DPTEK-J2500/J4000Les équipements de l'entreprise sont les suivants : équipement international standard à grande échelle, pour répondre aux besoins des machines lourdes, des pompes et des vannes de grande taille et d'autres domaines de l'industrie de l'énergie.Impression de sable grand format tout-en-unLa demande. Il améliore la productivité des équipements à grande échelle tout en garantissant la précision grace à la numérisation collaborative avec plusieurs têtes d'impression et à un système automatisé de dessablage et de transfert.
Principaux avantages concurrentiels: :
- Le meilleur rapport qualité-prixLe co?t d'achat des équipements nationaux est généralement inférieur à celui des marques internationales pour la même taille de moulage et le même niveau de précision. 1/2 à 2/3. Cela permet d'abaisser considérablement le seuil d'investissement initial pour la transformation numérique dans les fonderies.
- Système de matériaux ouvertLe choix des matériaux et des résines : Il s'agit d'une différence stratégique. Les équipements nationaux permettent généralement d'utiliser des matériaux de sable tiers (sable siliceux de 70/140 mesh, 100/200 mesh, sable perlé) et des résines (furane, phénolique) conformes aux spécifications, ce qui laisse à l'utilisateur le choix des consommables et le contr?le des co?ts. Le matériau seul peut réduire davantage les co?ts d'exploitation à long terme. 20%-30%.
- Localisation approfondie et réponse rapide), elle peut fournir des services allant de l'installation d'équipements et de la formation aux processus jusqu'au soutien à la production.Réponse rapide sur place dans les 24 heuresC'est essentiel pour garantir une production continue. Il s'agit d'un élément essentiel pour garantir une production continue.
- La validation de la production alimente le développement de l'équipementPar exemple, 3DPTEK exploite un certain nombre de centres de services de moulage numérique et gère plus de 2 000 projets de prototypes par an. Ce mode de "services de fabrication" et de "fabrication d'équipements" à deux roues motrices permet de mettre à jour les fonctions des équipements directement à partir des points problématiques de la production réelle, ce qui est plus pratique.
3. analyse comparative multidimensionnelle
Le tableau suivant fournit une comparaison directe des deux types de marques en termes de dimensions clés, avec des données basées sur des programmes techniques publics et des recherches de l'industrie :
| dimension de comparaison | Marques internationales (états-Unis, Allemagne) | Représentants de marques nationales (3DPTEK par exemple) | Aper?u des décisions en matière de marchés publics |
|---|---|---|---|
| Sources techniques | Recherche et développement indépendants à un stade précoce, obstacles importants en matière de brevets | Recherche et développement totalement indépendants, axés sur l'adaptation des processus locaux et les percées dans les composants de base. | La technologie nationale a été contr?lée de manière indépendante, sans risque d'accrochage. |
| Paramètres de base (dans le cas de machines de taille moyenne) | Précision : ±0,2-0,3 mm ; épaisseur de la couche : 0,28-0,3 mm | Précision : ±0,3 mm (≤300 mm) ; épaisseur de la couche : 0,2-0,5 mm réglable | Les paramètres de performance de base sont au coude à coude, l'équipement national dans la plage de réglage de l'épaisseur de la couche est plus flexible. |
| Gamme de prix (machines de taille moyenne) | Plus élevé, millions à dizaines de millions de RMB | Plus compétitif, généralement de l'ordre du million à plusieurs millions de dollars | La période d'amortissement des équipements produits dans le pays est nettement plus courte, généralement de l'ordre de 2 à 3 ans. |
| Systèmes de matériaux | Principalement des systèmes fermés ou semi-fermés, recommandés ou liés à des consommables spécialisés | Système ouvert, compatible avec les principaux sables et résines du marché, l'utilisateur dispose d'une grande liberté de choix. | Les systèmes ouverts sont la clé de la ma?trise des co?ts à long terme et de l'optimisation des processus pour les entreprises qui cherchent à ma?triser leurs processus de base. |
| écologie logicielle | Logiciel dédié, bonne intégration avec certains logiciels industriels internationaux grand public | Logiciel développé par l'entreprise elle-même (par exemple AFSWin3DP), plus conforme aux habitudes de travail des concepteurs nationaux, prenant en charge les formats localisés et les exigences de personnalisation. | La facilité d'utilisation du logiciel, les capacités de traitement des données et l'interface avec les processus de conception existants doivent être évaluées. |
| Réseau de service après-vente | Dépendance à l'égard d'agents nationaux ou de centres de services limités, avec des temps de réponse relativement longs | Réseau national multicentrique de vente directe et de service après-vente pour une assistance rapide sur site, une formation aux processus et la fourniture de pièces de rechange | La valeur d'une réponse rapide localisée pour assurer la continuité de la production est incommensurable. |
| Domaines d'application typiques | R&D haut de gamme, monoblocs surdimensionnés, projets standards mondiaux pour les multinationales | Prototypage rapide, production flexible de petites séries, localisation de pièces moulées de grande taille, applications de mise à l'échelle sensibles aux co?ts. | Il doit être adapté à votre gamme de produits, à votre budget et à vos besoins de réactivité. |
Conclusions: :
Les marques internationales et les marques nationales ne sont pas simplement des "substituts", mais forment une stratification différenciée du marché. Les marques internationales restent un choix fiable pour la vérification des processus les plus performants au monde, le budget et les exigences strictes imposées aux entreprises de marque. Toutefois, pour la grande majorité des entreprises chinoises de fonderie, les besoins essentiels sont les suivantsUne capacité de production numérique stable, efficace, autonome et contr?lable à un co?t abordable. par3DPTEKLes marques nationales représentées par lesSystème ouvert, service local approfondi, fiabilité éprouvée dans la production de masse et avantages significatifs en termes de prix et de performancesL'entreprise est devenue le choix principal sur le marché et redéfinit la norme de valeur de l'impression 3D sur sable de qualité industrielle. Le choix d'une marque nationale n'est pas seulement une question de co?t, c'est aussi un partenaire stratégique qui comprend les difficultés de la fabrication chinoise et qui peut se développer en même temps que l'entreprise.
Découvrir les co?ts cachés : un modèle financier complet pour l'acquisition, l'exploitation et la maintenance des équipements
Après avoir comparé les paramètres techniques et analysé la marque, un gestionnaire pragmatique doit se pencher sur l'aspect financier.Imprimante 3D à sableLa décision d'investissement ne doit jamais se fonder uniquement sur les devis des équipements. Il s'agit d'un investissement systématique dont le co?t réel est déterminé par les éléments suivantsDépenses initiales en capital (CAPEX)répondre en chantantDépenses d'exploitation courantes (OPEX)Ensemble. Négliger l'un d'entre eux peut réduire à néant le retour sur investissement escompté. Cette section vous fournira un cadre complet pour l'analyse financière.
1) Liste de contr?le des investissements initiaux : CAPEX visibles et invisibles
Le prix du corps de l'équipement n'est que la partie émergée de l'iceberg. L'investissement initial pour un système complet pouvant être mis en production immédiatement comprend au moins les éléments suivants :
Ontologie des appareils et configuration de baseLe prix de l'offre est le prix de l'unité centrale de l'imprimante. Il est nécessaire de préciser si l'offre comprend un équipement standard (par exemple, un certain nombre de têtes d'impression, des licences de logiciels de base).
Frais d'installation, de mise en service et de formation de baseLe prix de l'équipement est généralement de 2%-5%, y compris l'installation de la machine, le nivellement, les connexions électromécaniques, la mise en service des paramètres de base du processus et la formation initiale de l'opérateur.attirer l'attention sur qqch.: choisir quelque chose comme3DPTEKCes marques, qui disposent de plusieurs centres de service dans tout le pays, peuvent réduire efficacement les co?ts d'installation supplémentaires liés aux déplacements à distance.
Investissement essentiel en "matériel de post-traitement" (souvent sous-estimé): :
| processus de post-traitement | équipement nécessaire / postes de travail | Fonctionnalité et implications financières |
|---|---|---|
| sable clair | Station de dessablage dédiée / salle de dessablage à pression négative | Retirer le sable non lié des pièces moulées. L'élimination manuelle du sable est extrêmement inefficace et poussiéreuse. Une station de dessablage automatisée, telle que le modèle 3DPTEK-J2500, est un investissement clé pour une productivité continue et la santé au travail. |
| Séchage / Durcissement | Four ou station de séchage | La post-polymérisation est essentielle pour les procédés utilisant certains systèmes de résine ou lorsque la résistance du moule doit être augmentée. La machine doit être dimensionnée en fonction de la taille maximale du sable à imprimer. |
| Revêtement de sable | Station de mélange et de peinture | L'application de revêtements réfractaires sur les moules en sable est une étape critique dans l'obtention d'une surface de coulée de qualité. Il est nécessaire d'investir dans des équipements de mélange de peinture et des sites de séchage. |
| Traitement et recyclage du sable | Tamiseur de sable, régulateur de température du sable | Le criblage, le refroidissement et la réutilisation du sable recyclé ont une incidence directe sur les co?ts des matériaux et la qualité de l'impression. Pour une production continue à grande échelle, il s'agit d'un investissement nécessaire. |
Stock initial de consommablesPour démarrer la production, il faut acheter un stock initial de sable de moulage (par exemple, sable siliceux, sable pouzzolanique) et de liant (résine furanique/phénolique). Pour une machine de taille moyenne, par exemple, un stock initial de sable nécessite généralement 10 à 20 tonnes et quelques centaines de kilogrammes de résine.
2. désagrégation permanente des "co?ts d'exploitation et de maintenance des équipements (OPEX)".
C'est le "moteur caché" qui détermine la rentabilité à long terme. La comptabilité doit être affinée sur une base mensuelle/annuelle :
Co?t des consommables (corps de co?ts variables): :
- Abrasifs pour l'impressionLe co?t dépend du type de sable (environ 600-800 RMB/tonne pour le sable de silice et 2 000-3 000 RMB/tonne pour le sable de Baobab) et de la méthode de production.rapport sable-fer. Grace à une conception optimisée (par exemple, une structure creuse légère), le rapport sable-fer peut être réduit de 5:1-6:1 à 3:1-4:1, ce qui permet d'économiser directement plus de 30% de sable.
- agent de liaisonLa consommation de résine est généralement de 1,5%-2,5% du poids du sable.Systèmes de matériaux ouvertsLes avantages sont mis en évidence ici : les utilisateurs peuvent acheter des résines conformes plus rentables sans être liés à des consommables de spécialité co?teux. Par exemple, les co?ts peuvent être réduits de 5 à 10 dollars par kilogramme en utilisant des résines tierces compatibles.
- Pièces d'usure principales - têtes d'impressionLa tête d'impression piézoélectrique industrielle est un composant de base consommable majeur. Leur durée de vie est d'environ 1 à 2 ans, et le co?t de remplacement d'une seule unité peut s'élever à des dizaines de milliers de dollars, ce qui doit être pris en compte dans les calculs d'OPEX.Budget annuel de remplacement des têtes d'impression. Le système d'entretien des buses de l'équipement (par exemple, nettoyage automatique, filtration par recirculation) peut prolonger efficacement sa durée de vie.
énergie et co?ts indirects: :
- Consommation d'électricitéLes co?ts de fonctionnement : Ils proviennent principalement du moteur de poudrage, du système d'asservissement, de l'unité de chauffage (le cas échéant) et du compresseur d'air. Une imprimante à sable de taille moyenne (par ex.3DPTEK-J1800) La puissance nominale est généralement comprise entre 10 et 15 kW, la consommation quotidienne d'électricité pour l'impression en continu est considérable et doit être prise en compte dans les prix de l'électricité de l'industrie locale.
- air compriméPour le nettoyage, le contr?le pneumatique, etc. Une source stable et propre d'air sec est nécessaire, avec des exigences de débit généralement ≥ 1,2 m3/min, dont le co?t de préparation et d'utilisation doit être pris en compte.
- Contrat annuel de maintenance (AMC)Contrat de maintenance : Un contrat de maintenance avec un fournisseur d'équipement est un moyen intelligent de garantir une production stable et de bloquer les co?ts de réparation. Le co?t est généralement de 3%-8%/an du prix net de l'équipement, couvrant les inspections régulières, les mises à jour logicielles et les services de main-d'?uvre.
- Co?ts des stocks de pièces détachéesPour réduire les temps d'arrêt, les usines doivent stocker une certaine quantité de pièces détachées courantes (par exemple, des joints, des capteurs, des éléments filtrants), ce qui mobilise des fonds de roulement.
3. le cadre de mesure du retour sur investissement (ROI) : du centre de co?ts au centre de profit
Pour évaluer le retour sur investissement, il est nécessaire de quantifier la technologie qui apporteAmélioration des recettesavecéconomies de co?ts. Voici un cadre pratique pour la modélisation des mesures :
Avantages principaux et postes d'économies :
- Réduction à zéro des co?ts liés aux moisissuresC'est l'économie la plus importante pour le développement de nouveaux produits ou la production de petits lots. Les moules métalliques complexes traditionnels co?tent souventDes centaines de milliers à des millions de dollarsL'impression 3D permet de réduire ce co?t à zéro.
- Valeur monétisée des cycles de développement plus courtsLe temps, c'est de l'argent. L'opportunité de marché et le revenu supplémentaire résultant de l'avancement du délai de commercialisation d'un produit doivent être pris en compte dans les bénéfices.
- * Exemple : si un composant automobile passe avec succès les tests au banc et entre en production 60 jours avant la date prévue, et en supposant que le composant génère un bénéfice journalier moyen de 10 000 dollars, le gain serait le suivant$600,000.
- Amélioration de l'efficacité de la main-d'?uvre et des sitesL'impression automatisée réduit la dépendance à l'égard des modélisateurs avancés, et la main-d'?uvre nécessaire par unité de production diminue considérablement. Parallèlement, les processus numériques réduisent l'espace de stockage des moules.
- Amélioration de l'utilisation des matériaux et gains en matière d'allègementLa conception topologique optimisée du modèle de sable permet de réduire la quantité de sable utilisée. Plus important encore, les pièces moulées qui en résultent sont légères, ce qui permet d'améliorer considérablement les performances des produits finis et de réduire les co?ts du cycle de vie dans l'aérospatiale et les véhicules à énergie nouvelle.
Modélisation de la mesure simple du cycle de récupération :
Délai de récupération statique (années) = investissement total (CAPEX) / revenu net supplémentaire annualisé".
Gain net annualisé différentiel = (économies annuelles sur les co?ts d'outillage + réduction du cycle de développement + économies de main-d'?uvre/matériel) - ajouts annuels d'OPEX
Cas typique Référence: Sur la base de3DPTEKLes statistiques relatives à son activité de fabrication basée sur les services et aux cas de ses clients montrent qu'un scénario axé sur le prototypage de pièces complexes et la production de faibles volumes peut généralement réduire le co?t du sous-développement d'une pièce unique grace à son équipement et à son processus.70% et plusLe délai de récupération global peut être contr?lé à 18-36 mois A l'intérieur. La période d'amortissement peut être encore plus courte pour les utilisateurs qui l'utilisent directement pour la production de pièces à haute valeur ajoutée.
Principaux conseilsL'analyse la plus précise du retour sur investissement doit être basée sur vos propres 1-2Produits typiquesEffectuer des mesures de simulation. Il est recommandé qu'au stade de la sélection, les fournisseurs (par ex.3DPTEK) propose des pièces spécifiques à votreRapport sur les options de processus et l'analyse des co?tsLes projections financières seront ainsi extrêmement claires.
rendre un verdict: ApprovisionnementImpression 3D sur sableen achetant essentiellement un ensemble d'appareils "compresseur de temps"et"Découpleur de complexité". La valeur financière se reflète non seulement dans les économies de co?ts explicites, mais aussi dans les gains stratégiques qui peuvent être réalisés en accélérant l'innovation et en acceptant des commandes à forte valeur ajoutée. L'élaboration d'un modèle financier complet tel que décrit ci-dessus est la dernière étape, et la plus importante, pour prendre des décisions d'investissement rationnelles et s?res.
7 étapes pour éviter les pièges du processus de passation de marchés : une liste de contr?le pratique, de l'analyse des besoins à la passation des marchés
Après les analyses techniques et financières, la décision finale dépend d'un processus rigoureux d'exécution des achats. D'après l'expérience que nous avons acquise en fournissant des solutions à plus de 100 fonderies, toute omission dans le processus peut entra?ner une réduction significative de l'efficacité de l'investissement. Vous trouverez ci-dessous une liste de contr?le en sept étapes, des exigences à la livraison.
étape 1 : Définir vos besoins - effectuer une analyse de la fracture numérique
Ne vous contentez pas de suivre aveuglément "l'état de l'art". La première étape devrait consister à réaliser un audit des processus internes afin de quantifier l'écart entre la situation actuelle et l'objectif visé.
* Analyse de la matrice des produitsProduction : Indiquez votre production prévue pour les 1 à 3 prochaines années.Moulages typiques pour les 5 premières catégories. Enregistrer son :
* Taille maximale du profil(détermine la limite inférieure de la bo?te de construction du dispositif).
* Complexité structurelle(par exemple, épaisseur minimale des parois, nombre de cavités internes, détermination des exigences en matière de précision de l'équipement et de puissance de traitement du logiciel).
* Matériau et poids(affecte la résistance du sable et la sélection du processus de revêtement).
* Positionnement du modèle de productionDéfinir le r?le principal de l'appareil.
| objectif principal | Hiérarchisation des besoins essentiels | Sélection des équipements |
|---|---|---|
| Prototypage rapide de nouveaux produits | Rapidité > Flexibilité > Co?t unitaire | Machine de taille moyenne pour des vitesses d'impression élevées et des capacités de commutation rapides. |
| Production flexible de petits lots | Stabilité > Co?ts des matériaux > Utilisation des équipements | Machines de taille moyenne à grande, mettant l'accent sur les systèmes matériels ouverts avec une efficacité globale des équipements (OEE) élevée. |
| Production de grandes pièces monolithiques | Taille de la construction > Précision Cohérence > Fiabilité | Machines spécialisées de grande ou très grande taille, telles que la série 3DPTEK-J2500/J4000. |
objectif quantitatifFixer des indicateurs clés de performance clairs, tels que "réduire le délai de livraison du premier échantillon des produits A de 90 jours à moins de 15 jours" et "réduire le co?t des moules pour les commandes de petits lots à moins de 10%".
étape 2 : Recherche approfondie du fournisseur - pénétrer dans le dossier pour voir la force du projet.
Le patrimoine technique et l'expérience industrielle d'un fournisseur sont plus importants que les brochures tape-à-l'?il.
Examiner les atouts techniques: :
- Historique de la R&DLes entreprises de l'industrie de l'automobile doivent être informées de la durée de mise sur le marché et du nombre d'itérations de leur premier équipement industriel. Par exemple.AFS de Longyuan Depuis sa création en 1994, ses itérations technologiques ont été validées par un cycle de marché complet.
- Taux d'autonomie des composants de baseLes questions à se poser sont les suivantes : le système de contr?le des mouvements, le système d'alimentation en encre et le logiciel de base sont-ils développés par l'entreprise elle-même ? Cette question est liée à l'assistance technique à long terme et à la capacité de personnalisation.
- Base de données des processusLes fournisseurs matures doivent s'appuyer sur une base de données structurée. Les fournisseurs matures doivent s'appuyer sur une base de données structurée.
Exemples de réussite en matière de validation: :
Demande d'exemples de "même scénarioSi vous fabriquez des pompes et des vannes, demandez à voir la caisse de pompes et de vannes de l'entreprise.Documentation complète du processus(de la CAO originale et des photos de sable imprimées aux moulages finaux et aux rapports d'inspection) plut?t qu'une liste généralisée d'industries.
Effectuer des essais à rebours pour les utilisateursContact direct avec des clients de référence fournis par le fournisseur, de préférence en visitant des équipements déjà utilisés.Plus de 2 ansdes utilisateurs. Les questions clés sont les suivantes : "Quel est le nombre annuel moyen de pannes d'équipement ?", "Quelle est la réactivité du service après-vente ? Quelle est la réactivité du service après-vente ? et "Le co?t réel du matériel correspond-il à l'estimation initiale du fournisseur ?"
étape 3 : Demandez un essai d'impression sur place - parlez avec des échantillons !
C'est l'aspect le plus important pour éviter la "paperasserie". Il doit être fait de manière cohérente.Essais officiels de prototypes moyennant une redevance ou un dép?t de garantie.
Suggestions pour la conception des échantillons d'essai: :
- Comprend des fonctions intégréesLa conception d'un système qui contientParois minces (p. ex. 5 mm), pièces épaisses, glissières internes complexes, textures de surface fines et points de référence de positionnement critiquesd'éprouvettes.
- Simulation de conditions de travail réellesIl est préférable d'utiliser l'une de vos applications existantes de complexité moyenne.Modèles de pièces réellesEffectuer le test.
Liste des critères d'acceptation: :
- Précision dimensionnelleInspection des dimensions de positionnement clés et des épaisseurs de paroi à l'aide d'une MMT, émission de rapports de déviation à partir du modèle CAO. Les critères d'acceptation doivent être conformes à l'engagement du fournisseur (par exemple ±0,3 mm).
- Qualité de la surface et performance du nettoyage du sableLes contr?les sont les suivants : observation de l'uniformité de la surface du moule en sable, test de nettoyage manuel du sable, contr?le des cavités internes complexes du moule en sable, contr?le de l'état de surface du moule en sable, contr?le de l'état de surface du moule en sable.envenimationEst-ce que c'est bon, avec ou sans sable collant.
- Test de résistanceLes travaux suivants sont effectués sur des modèles de sable imprimés ou sur des échantillons standardrésistance à la tractionrépondre en chantantrésistance à la flexionLors des essais, les données doivent répondre aux exigences de la coulée (généralement une résistance à la traction > 1,5 MPa).


étape 4 : évaluer la solution dans son ensemble - L'équipement n'est que la partie émergée de l'iceberg
La valeur réelle réside dans l'équipement centréMaturité totale de la solution.
Logiciel d'évaluation écologique: :
- Facilité d'utilisation et capacités de prétraitement: Fonctionnement pratique de son logiciel de découpage en tranches (par ex.3DPTEK's AFSWin3DP), en testant ses fonctionnalités et son efficacité en matière de réparation de modèles, de génération de supports intelligents et d'imbrication de plusieurs pièces.
- intégration des flux de donnéesLes logiciels de l'entreprise doivent être compatibles avec le format de sortie de votre processus de conception existant (par exemple STL, STEP) et avec les possibilités d'interfa?age avec d'éventuels systèmes MES/ERP.
Capacités de soutien aux processus: :
Le fournisseur est-il en mesure de fournir les informations contenues dans le formulaire de demande d'autorisation ?Optimisation de la conception du moule en sable (par exemple, la colonne montante), de l'impression, du nettoyage du sable, de l'adaptation du revêtement à la couléede conseil sur les processus de la cha?ne complète ? Cela reflète la profondeur de ses services techniques.
Stabilité de la cha?ne d'approvisionnement en matériaux: :
Pour les systèmes ouverts, les vendeurs sont tenus de fournirListe de plusieurs fournisseurs qualifiés de sable et de résineLa cha?ne d'approvisionnement doit être en mesure de proposer des solutions de rechange pour éviter le risque de rupture d'approvisionnement.
étape 5 : Points de négociation du contrat - Clarifier les droits et les responsabilités
Les contrats constituent la dernière ligne de défense pour préserver les investissements. Veillez à affiner les annexes techniques.
Clause de garantie de bonne fin: WillCritères d'acceptation pour l'étape 3Rédiger une annexe au contrat qui servira de base juridique à l'acceptation finale. Clarifier la précision, la résistance, la taille maximale d'impression et d'autres paramètres de l'accord.Méthodes d'essai et plages de qualification.
Réponse du service après-vente SLA (Service Level Agreement): :
- temps de réponseLes délais d'intervention: : différencier clairement les différents niveaux de délai d'intervention pour l'assistance téléphonique, le diagnostic à distance et l'arrivée des ingénieurs sur place (par exemple, "intervention sur place dans les 48 heures pour les pannes graves").
- Couverture et durée de la garantiePréciser la période de garantie pour l'ensemble de la machine (généralement 1 à 2 ans), ainsi que les politiques de garantie distinctes pour les composants clés (par exemple, les têtes d'impression, les moteurs linéaires).
- Politique de mise à jour des logicielsPréciser si les mises à jour des fonctionnalités du logiciel et les corrections de bogues sont payantes pendant et en dehors de la période de garantie.
- Liste des contenus de formationLes contrats doivent définir en détail les grandes lignes du cours de formation, sa durée, le nombre de participants et les critères d'évaluation afin de garantir un transfert efficace des connaissances.
étape 6 : Planification de l'installation et de la réception - Ouvrir la voie à la production
La planification préalable est la base d'une mise en service harmonieuse de l'équipement.
Liste de contr?le pour la préparation du site: :
- supporter le poids (des étages supérieurs d'un batiment)Selon le poids total de l'équipement (par exemple, le poids total de l'appareil), le poids total de l'équipement peut être réduit.3DPTEK-J2500 mainframe environ 15 tonnes) et des points de charge centralisés pour vérifier la capacité de charge du sol de l'usine (généralement ≥3t/m2, surtout s'il est prévu de placer des équipements au premier étage).
- électricité et gazRéservez une alimentation électrique indépendante (par exemple 380V/50Hz/15KW) et une interface de source de gaz propre et sèche (pression 0,6-0,8MPa, débit ≥1,2m3/min) conformément aux spécifications.
- Environnement et ventilationLa température et l'humidité de la zone d'installation doivent être conformes aux exigences (par exemple, 22-28°C, 30-50%RH) et le système de collecte et d'évacuation des poussières de la station de nettoyage des sables doit être planifié.
Procédure d'essai d'acceptation finale (FAT/SAT): :
- Test d'acceptation en usine (FAT)Si possible, se rendre à l'usine pour la pré-réception, l'inspection des principaux composants et les essais de fonctionnement à l'air libre.
- Test d'acceptation du site (SAT)Après l'installation et la mise en service de l'équipement dans votre usine, répétez les opérations suivantesExemple de test d'impression à l'étape 3à l'aide de vos outils de mesure agréés, procéder à la signature de la réception finale conformément aux critères joints au contrat.
étape 7 : Formation du personnel et transfert de connaissances - Activation de la productivité numérique
La valeur de l'équipement est finalement débloquée par votre équipe.
Constituer l'équipe de baseLa formation doit couvrir les points suivantsIngénieurs des procédés, opérateurs d'usine, retraiteurs et inspecteurs.
L'accent mis sur le transfert de compétences: :
c?té designConnaissance des principes d'optimisation de la conception des moules en sable pour la fabrication additive (par exemple, réduction des supports, optimisation des angles de démoulage).
c?té productionIl doit être capable d'utiliser quotidiennement les équipements, de suivre les procédures d'entretien, de résoudre les problèmes courants et d'intervenir en cas d'urgence.
c?té qualitéLe projet de loi sur la protection des droits de l'homme : établissement d'un modèle de sable pour l'impression en 3D pour la protection de l'environnement.Procédures et normes d'essai spécifiques.
Exiger des fournisseurs qu'ils fournissent une documentation complète sur les connaissances.Il s'agit notamment des manuels d'utilisation, des manuels d'entretien, des bibliothèques de paramètres de processus et des guides de dépannage typiques, qui constituent un atout à long terme pour l'entreprise.
rendre un verdict: ApprovisionnementImprimante 3D à sableIl s'agit d'un projet systématique. En suivant cette liste de contr?le en sept étapes, il est possible de transformer les impulsions technologiques en investissements stratégiques rationnels. Chaque étape est con?ue pourRéduisez les risques, fixez la valeur et assurez-vous que votre équipe peut réellement exploiter la technologie.Le schéma directeur de la distribution numérique est ainsi transformé en compétitivité et en rentabilité tangibles.
Révélations sur les applications réussies : 3 jalons de l'impression 3D sur sable à la pointe de l'industrie
Les analyses théoriques et les comparaisons de paramètres sont importantes, mais la preuve ultime de la valeur de la technologie réside dans sa capacité à résoudre des problèmes d'ingénierie réels. Les trois cas suivants, tous basés sur la principale pratique de coulée numérique en Chine, montrent non seulement que la technologie de la fonte numérique est un outil efficace pour résoudre les problèmes d'ingénierie.Impression 3D sur sableIl s'agit là d'un potentiel important qui révèle en outre la manière dont il remodèle la logique de production dans différents domaines.
Cas 1 (gros bloc moteur) : révolution du cycle de développement et du noyau de sable intégré
défiUn grand fabricant de moteurs diesel du Sud a été confronté à deux goulets d'étranglement lors du développement d'une nouvelle génération de moteurs à hautes performances : tout d'abord, la fabrication traditionnelle de moules a entra?né un long cycle de développement pour les échantillons de blocs-cylindres.3-4 moisce qui ralentit considérablement les progrès de la R&D ; deuxièmement, la complexité du corps du cylindreCanaux de refroidissement conformesLe noyau de sable traditionnel ne peut pas être fabriqué en entier et doit être collé par morceaux, avec le risque d'erreur d'alignement et de fuite.
prescription: Adoption3DPTEK-J1800Imprimantes 3D Sand pour mettre en ?uvre un programme d'impression intégré.
1. passage des donnéesL'impression : Un modèle 3D du bloc-cylindres avec des voies d'eau optimisées est importé directement dans le logiciel d'impression.
2. Moulage intégralLa combinaison complète du sable du cylindre avec toutes les cavités internes complexes et les noyaux de la chemise d'eau est imprimée en une seule fois, ce qui élimine complètement le besoin de moules et de fabrication de noyaux de blocs.
3. correspondance des processusL'utilisation de résine furanique à haute résistance et de sable de Baobab de 100/200 mesh garantit que le noyau de sable répond aux exigences des structures complexes et a la capacité de≥1,8MPaLa résistance à la traction permet de supporter l'impact du fer.
Résultats et perspectives: :
* Compression du temps de cycleLa conception d'un moule coulable permet de réduire le temps nécessaire à l'obtention d'un produit de qualité.Dans les 2 semainesCompression globale du cycle de R&D70% et plus.
* Percées en matière de performanceLe noyau de sable intégré garantit des dimensions et une étanchéité précises des canaux de refroidissement, et des essais en laboratoire ont montré une augmentation de l'efficacité du refroidissement d'environ 1,5 million d'euros.15%.
* reconstruction des co?tsRéduction du co?t d'une seule série d'essais de prototypes, qui passe d'un million de dollars dans le modèle traditionnel à un million de dollars dans le modèle traditionnel, ce qui permet de réduire le co?t d'une seule série d'essais de prototypes.Niveau de 100 000Ce cas prouve que l'impression 3D sur sable n'est pas seulement un outil "plus rapide" pour les composants centraux très complexes, mais aussi un moyen d'exploiter le potentiel d'une nouvelle technologie. Ce cas prouve que pour les pièces centrales très complexes, l'impression 3D sur sable n'est pas seulement un outil "plus rapide", mais aussi un moyen d'exploiter les avantages de l'impression 3D.Liberté de conception et optimisation fonctionnelleC'est le seul moyen économique de le faire.

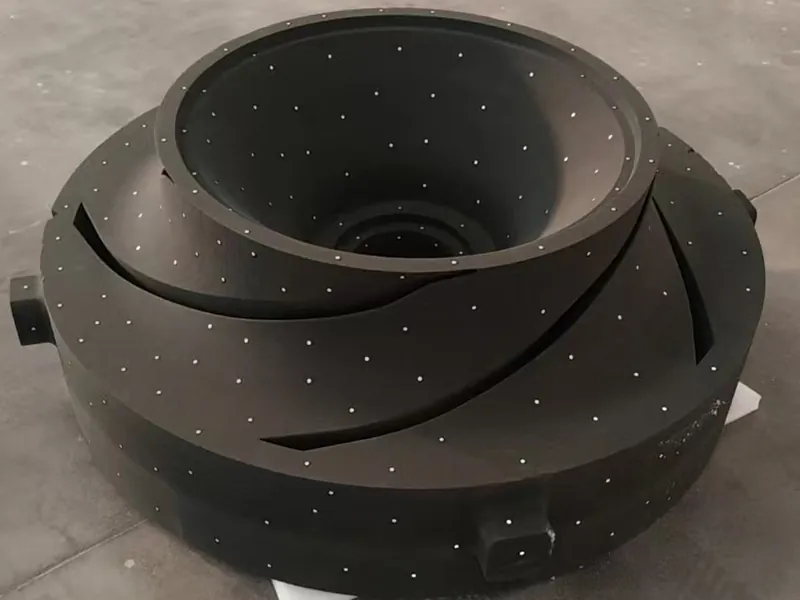
Cas 2 (pompe à roue complexe) : validation économique de la coulée rapide en petite série
défiUne entreprise de pompes et de vannes industrielles re?oit souvent de petites commandes (lots de 5 à 50 pièces) pour des matériaux spéciaux (par exemple, l'acier inoxydable duplex) ou des conceptions de canaux non standard. La méthode traditionnelle nécessite la production de moules métalliques, un co?t élevé et un délai de livraison pouvant aller jusqu'à 8-12 semaines, ce qui se traduit par des commandes perdues à long terme ou par l'abandon de l'état.
prescriptionIntroduction3DPTEK-J1600 ProConstruire un processus de réponse rapide en tant qu'unité de production flexible.
1. Soutien économique aux équipements nationauxLe modèle a été choisi pour son système de consommables ouvert qui permet d'acheter des résines locales et du sable siliceux plus rentables à un co?t raisonnable par pièce de matériel de moulage.
2. Changement rapide de processusDès réception de l'ordre, l'autorité compétente de l'Union européenneDans les 24 heuresAchever le traitement du modèle et la mise en page de l'impression pour lancer la production.
3. Boucler la boucle de la précision et de la qualitéLa précision dimensionnelle critique des moules en sable imprimés est stable à±0,3 mmGrace au processus de revêtement strict, la finition de surface des pièces moulées atteint Ra 12,5μm, ce qui répond aux exigences de l'installation des clients.
Résultats et perspectives: :
* Le modèle économique est validePour les petites quantités (jusqu'à 50 pièces), le co?t global par pièce est inférieur à celui du moulage traditionnel.40%-60%La première production rentable de corps de pompe spéciaux en petites quantités a été réalisée.
* Agilité de livraisonLes délais d'exécution sont stables, de la confirmation de la commande à la livraison de la pièce moulée.10-15 jours ouvrablesElle est devenue une compétence clé des entreprises pour obtenir des commandes à forte valeur ajoutée.
* Fiabilité des équipements domestiquesLes équipements dont le MTBF est supérieur à 1,5 million d'euros sont les suivants2000 heuresCe cas prouve que dans un environnement de production stable, l'équipement national peut pleinement répondre aux exigences de fiabilité de niveau industriel. Ce cas est"Système ouvert + équipement rentable Un triomphe classique du modèle dans un scénario de fabrication flexible à faible volume.
Cas 3 (reproduction du patrimoine culturel) : l'archivage numérique et la renaissance des moulages artistiques
défiLe projet de restauration et de reproduction d'un grand trépied en bronze, une relique culturelle nationale, présente une décoration de surface extrêmement complexe, avec un grand nombre d'angles négatifs et de rainures profondes. Le tournage traditionnel des moules endommagera gravement les objets, et les moules en silicone ne peuvent pas supporter la pression de coulée des grandes pièces, ce qui entra?nera une perte importante des détails de la réplique.
prescriptionProcessus numérique sans contact de "numérisation 3D + impression 3D sur sable".
1. numérisation haute fidélitéLes artefacts sont d'abord scannés en 3D avec une grande précision, et l'erreur est obtenue sous la forme suivante0,1 mmdu modèle numérique pour compléter les archives numériques.
2. Impression directe de moules en sable: UtilisationAFS de Longyuan La machine d'impression sur sable imprime des modèles numériques directement dans des moules en sable pour la coulée. Les caractéristiques du processus d'impression sur sable permettent de conserver parfaitement tous les détails de la décoration, y compris les espaces morts qui ne peuvent être traités par les méthodes conventionnelles.
3. Combinaison de l'artisanat traditionnelLes moules sont ensuite coulés en bronze selon l'ancien procédé de fonte à la cire perdue (moule en fusion).
Résultats et perspectives: :
* Réplication non destructiveLe patrimoine culturel de l'Union européenne : réalisation du patrimoine culturel de l'Union européennetouche zéroLa reproduction, qui protège fondamentalement la sécurité du patrimoine culturel.
* Reproduction détailléeLes reproductions présentent un degré élevé de clarté de l'ornementation.95% Au-delà, bien au-delà des limites de l'artisanat traditionnel, il répond aux exigences les plus élevées en matière de recherche archéologique et de présentation d'expositions.
* Extension de la valeurLa technologie n'est pas seulement utilisée pour la reproduction, mais crée également une archive "jumeau numérique" de l'artefact, fournissant une base numérique permanente pour la restauration future, la recherche et le développement de produits culturels dérivés. Ce cas met en évidence le potentiel de l'impression 3D sur sable dans les domaines suivantsReproduction de formes complexes arbitraireset son caractère irrempla?able en tant quePréservation et transmission numérique du patrimoine culturelValeur importante des technologies clés.
Révélations essentiellesEnsemble, ces trois exemples transversaux montrent que l'application réussie de l'impression 3D de sable a dépassé le stade initial du "remplacement des moules". Elle devientFavoriser l'innovation en matière de produits (par exemple, le cas 1 avec la voie navigable conforme), reconfigurer les modèles de production (par exemple, le cas 2 avec l'économie des petits lots) et transmettre le patrimoine culturel (par exemple, le cas 3 avec la renaissance numérique). les technologies stratégiques. Investir dans ces technologies, c'est investir dans la capacité de flexibilité et la base d'innovation nécessaires pour faire face aux incertitudes futures.
Foire aux questions (FAQ)
Après avoir réalisé une analyse technique, financière et de processus complète, nous avons rassemblé une série de questions fondamentales très fréquentes posées par les décideurs des fonderies de première ligne. Ces questions vont au c?ur des problèmes d'approvisionnement et d'exploitation et sont con?ues pour éliminer les derniers obstacles à la perception.
Q1 : Une qualité industrielleImprimante 3D à sableQuelle est la fourchette de prix de l'équipement national et de l'équipement importé ? Quelle est la différence de prix entre les équipements nationaux et les équipements importés ?
A. La fourchette de prix est énorme, en fonction de la taille, de la précision et du degré d'automatisation. Prenons l'exemple de la demande générale sur le marché intérieur :
* équipement domestiqueEn tant que3DPTEKde la série J, l'investissement de départ pour une machine de taille moyenne (dimensions de moulage d'environ 1800 x 1000 x 700 mm) se situe généralement dans la fourchette suivante1 500 000 à 3 000 000 RMBGamme de prix. Les unités plus grandes (par exemple J2500/J4000) se situent dans la gamme de prix supérieure.
* Matériel haut de gamme importéLe prix d'un équipement de même niveau peut être aussi élevé que celui d'un équipement national. 1,5 fois à plus de 3 foisCertains systèmes de très grande taille ou personnalisés peuvent co?ter des dizaines de millions de dollars.
Le c?ur de la pate à tartinerIl ne s'agit pas seulement de la prime de marque, mais aussi de la prime d'assurance :
1. Stratégie en matière de systèmes matérielsLes équipements importés sont principalement des systèmes fermés ou semi-fermés liés à des consommables spécialisés, tandis que les systèmes ouverts nationaux (tels que ceux utilisés par 3DPTEK) permettent l'utilisation de matériaux tiers plus co?teux, avec des différences significatives dans les co?ts d'exploitation à long terme.
2. Maturité de la solution intégréeLes marques importées dominent l'offre haut de gamme mondialisée ; les marques nationales sontAdaptation des processus au niveau local, réactivité des services et optimisation des ressourcesUn avantage décisif a été acquis. Pour la grande majorité des entreprises chinoises qui recherchent un retour sur investissement clair, l'avantage en termes de co?ts combinés des équipements produits dans le pays raccourcit généralement la période d'amortissement. 30%-50%.
Q2 : Outre l'imprimante elle-même, dans quel autre "équipement de post-traitement" dois-je investir ? Quelle est la part du co?t total ?
A. Le post-traitement est la clé qui permet de garantir la continuité de la production et d'améliorer la qualité des moules en sable. 20%-40%.. Les sessions obligatoires comprennent :
| processus de post-traitement | équipement de base / Postes de travail | Fonction et nécessité | Estimation de la part des co?ts |
|---|---|---|---|
| Nettoyage automatisé du sable | Station de nettoyage de sable à pression négative, système de criblage vibrant | élimination efficace du sable en vrac, préservant ainsi la santé des travailleurs et la continuité de la production. L'enlèvement manuel du sable n'est pas pratique pour les grands moules en sable. | Haut (10%-20%) |
| Renforcement et séchage du sable | Four de séchage à air chaud / micro-ondes | Selon le système de résine utilisé, l'amélioration de la résistance finale et de la stabilité du moule en sable est une étape clé pour assurer le succès du moulage. | Moyen (5%-10%) |
| Traitement et recyclage du sable | Tamiseur de sable, régulateur de température du sable, mélangeur de sable | Le criblage, le refroidissement et la restauration des performances du sable recyclé ont une incidence directe sur le co?t du matériau et la qualité de la couche d'impression. | Moyenne à élevée (8%-15%) |
| Revêtement et séchage | équipement de mélange de peinture, stations de pulvérisation/trempage, zone de séchage | L'application de revêtements réfractaires sur les moules en sable afin d'obtenir une surface de coulée de haute qualité nécessite des locaux et des équipements spéciaux. | Moyen (5%-10%) |
Principales recommandationsLes fournisseurs d'équipement doivent être consultés lors de la planification des budgets (par exemple, les fournisseurs d'équipements).3DPTEK) pour fournir à l'ordinateur h?te sonSolution globale et devis pour l'unité de retraitementévitant ainsi des investissements passifs supplémentaires à un stade ultérieur.
Q3 : Quelle est la résistance des moules en sable dotés de la technologie Binder Jetting ? Peut-elle répondre aux exigences de tous les métaux de fonderie ?
A. La technologie moderne de projection de liant a permis de produire des moules en sable qui répondent aux exigences de résistance de la plupart des scénarios de coulée.
* Données d'intensité typiquesAvec des résines furaniques ou phénoliques, la résistance à la traction des formes de sable imprimées est typiquement de l'ordre de 1,5 - 2,5 MPaLa résistance à la flexion est plus élevée, ce qui est suffisant pour faire face :
* : : Moulage de métaux légers tels que les alliages d'aluminium et les alliages de magnésium.
* : : Fonte (grise, ductile) et acier moulé ordinaire.
* La plupart des aciers inoxydables et des alliages à haute température.
* Vérification des conditions de fonctionnement extrêmesPour les conditions extrêmes (par exemple, des pièces surdimensionnées pesant plusieurs tonnes, des coulées avec une charge hydrostatique très élevée), la résistance du moule en sable n'est pas le seul élément à prendre en compte, mais doit être évaluée de manière globale.Dispersibilité dans le sable, dégagement gazeux (généralement <12 ml/g) et stabilité thermique. Cela doit être fait parValidation des processusà déterminer. Les principaux fournisseurs nationaux tels queAFS de LongyuanForte de son expérience dans l'exploitation de fonderies, l'entreprise est en mesure de fournir à ses clients un ensemble de paramètres de processus éprouvés pour des matériaux spécifiques (par exemple, aciers à haute teneur en chrome, alliages à haute température).
Q4 : Quels sont les principaux défis et co?ts liés à l'exploitation et à la maintenance quotidiennes des équipements ? Comment les contr?ler ?
A. Le principal défi consiste à maintenir la stabilité du système à long terme tout en gérant les co?ts des consommables.
* Défis majeurs: :
1. Entretien de la tête d'impressionLa prévention du colmatage des buses est une priorité absolue. Choisissez une buse de pulvérisation qui aFiltration circulaire intégrée, alimentation en encre à pression constante et fonction de nettoyage automatique(comme le modèle de la série 3DPTEK-J) peuvent réduire considérablement ce risque.
2. Gestion du sableLe point de vue de l'entreprise : La distribution de la taille des particules, la température et le contr?le de l'humidité du sable recyclé ont un impact direct sur la qualité de la poudre coulée. Un processus normalisé de traitement du sable doit être mis en place.
* Composantes et contr?le des co?ts: :
* Co?t des consommables (environ OPEX 60%-70%)Les dépenses : Le sable et la résine sont les dépenses les plus importantes.Sélection des équipements pour les systèmes de matériaux ouvertsC'est le moyen le plus efficace de contr?ler les co?ts et cela vous permet de vous procurer les matériaux conformes les plus rentables sur le marché concurrentiel.
* Remplacement de composants critiques (par exemple, tête d'impression)Les têtes d'impression industrielles sont des consommables dont la durée de vie est d'environ 1 à 2 ans. Cette durée doit être prévue dans le budget annuel. Une conception de qualité de l'équipement peut prolonger leur durée de vie.
* énergie et maintenanceL'électricité, la consommation d'air comprimé et les contrats de maintenance annuels (AMC) sont des dépenses fixes. Le choix d'un équipement économe en énergie et fiable permet de réduire ces co?ts à la source.
Q5 : Quelles sont les clauses contractuelles clés les plus négligées lors des négociations de marchés publics ?
A. Outre le prix et les dates de livraison, les termes techniques suivants sont essentiels mais souvent négligés :
1. Clauses de garantie de performance avec des critères d'acceptation clairsLes contrats doivent être accompagnés d'annexes techniques.quantifiablePrécision (par exemple ±0,3 mm), résistance (par exemple résistance à la traction ≥1,8MPa) et autres indicateurs clés, et noter les résultats de l'analyse.Méthodes d'essai, outils et recours en cas de non-conformité aux normes (par exemple, réparation, remplacement ou remboursement)évitez les expressions vagues telles que "à la pointe de l'industrie". évitez les expressions vagues telles que "à la pointe de l'industrie".
2. Attribution des logiciels et des droits de propriété intellectuelleAccord explicite :
* : : Politique de mise à jour des logiciels d'exploitation, des logiciels de contr?le des processus (y a-t-il des frais pendant ou en dehors de la période de garantie ?) .
* : : Matériel spécifique à votre entreprise provenant de la mise en service coopérative.Base de données des paramètres optimisés du processusLes droits de propriété intellectuelle sont attribués et utilisés de la même manière que le droit de les utiliser.
3. Accords quantifiés sur le niveau de service après-vente (SLA)La Commission a également demandé à l'Union européenne d'élaborer un plan d'action pour la mise en ?uvre de l'accord de partenariat et de coopération avec l'Union européenne :
* temps de réponseLes délais de l'assistance téléphonique (par exemple, dans les 2 heures), du diagnostic à distance (par exemple, dans les 4 heures) et de l'arrivée sur place des ingénieurs (par exemple, dans les 48 heures pour les pannes graves).
* Délai d'approvisionnement en pièces détachéesDélai maximum de stockage et de livraison des pièces détachées couramment utilisées et des composants critiques (par exemple, les têtes d'impression).
* Qualifications du personnel de soutien sur placeLes ingénieurs doivent avoir une connaissance approfondie des procédés de moulage, plut?t que du personnel d'entretien ayant uniquement des connaissances en mécanique.
?? Recommandations pour les prochaines étapes
à ce stade, vous avez acquis un éventail complet de connaissances, depuis les tendances du marché, les indicateurs techniques et les comparaisons de marques jusqu'à la modélisation financière et les processus d'approvisionnement. La valeur de la théorie est de guider la pratique.
Nous vous recommandons vivement d'entamer immédiatement les deux étapes suivantes afin de lancer votre projet :
1. Toilettage interneLa première étape du processus d'évitement des pièges en 7 étapes de cet article consiste à quantifier le co?t actuel et la durée du cycle de 1 ou 2 de vos propres produits typiques.
2. Obtenir des analyses personnaliséesLes entreprises de la région de l'Europe de l'Est et de l'Europe du Sud-Est sont les suivantes : apportez votre modèle de pièce spécifique et contactez une entreprise telle que3DPTEK (SANDY TECHNOLOGY/LONGYUAN MOULDING) Il s'agit d'un fournisseur qui a de l'expérience à la fois dans la fabrication d'équipements et dans les services de production à grande échelle.Demandez-leur de vous fournir gratuitement une analyse de faisabilité du processus et une estimation préliminaire des co?ts et des bénéfices pour cette partie.. C'est le meilleur moyen de valider l'adéquation d'une technologie à un co?t nul et d'obtenir les projections de retour sur investissement les plus intuitives.
action immédiateest le début de la réduction du fossé numérique qui vous sépare de vos concurrents.
]]>Lire la navigation
- Chapitre 1 : Plongée en profondeur : les causes profondes des défauts de moulage traditionnels
- Chapitre 2 : L'impression 3D : une avancée révolutionnaire, de la technologie à la solution
- Chapitre 3 : SANTI TECHNOLOGY : un moteur numérique pour renforcer l'industrie de la fonderie
- Chapitre 4 : Regarder vers l'avenir : numérisation et durabilité dans l'industrie de la fonderie
Chapitre 1 : Plongée en profondeur : les causes profondes des défauts de moulage traditionnels
1.1 Défauts de moulage courants et leurs causes profondes
Les défauts de moulage sont la cause directe des taux de rebut élevés. Ces défauts ne sont pas accidentels, mais sont dictés par les limites physiques et de processus inhérentes aux procédés de moulage conventionnels.
tout d'abordbulle d'airaveccratère. La porosité provient principalement de l'implication ou de l'incapacité à évacuer efficacement les gaz (par exemple l'hydrogène, le dégazage des moules) dans le métal liquide au cours du processus de coulée et de solidification. Lorsque le gaz dissous dans le métal liquide est libéré en raison d'une solubilité réduite pendant le refroidissement et la solidification, des bulles se forment à l'intérieur ou à la surface de la pièce moulée si elles ne sont pas évacuées à temps. Le retrait est un phénomène naturel de contraction du volume du métal pendant la solidification. Si le système de refroidissement n'est pas correctement con?u, ce qui entra?ne des températures localement élevées dans le moule, ou un retrait d'appoint insuffisant, des vides ou des dépressions internes, connus sous le nom de trous de retrait, se formeront.
Suivant.pris en sandwichavecmodèle incorrect. Dans la coulée en sable conventionnelle, les moules et les noyaux de sable doivent généralement être assemblés et collés après avoir été fabriqués séparément à partir de plusieurs pièces. Au cours de ce processus, toute rupture minime du noyau de sable ou tout collage incorrect peut entra?ner la capture de particules de sable dans le liquide métallique, formant ainsi des défauts de piégeage du sable. En outre, si la surface de séparation du moule ou le noyau de sable n'est pas positionné avec précision, il peut également en résulter des défauts de moulage où les parties supérieure et inférieure de la pièce moulée sont mal alignées.
finbarrière froideaveccrépitements. Lorsque la fluidité du métal liquide est médiocre, que la température de coulée est trop basse ou que la conception de la coulée est étroite, les deux flux de métal se solidifient avant de pouvoir fusionner complètement au niveau du bord d'attaque, laissant une ségrégation froide faiblement connectée. Et pendant le refroidissement et la solidification, s'il y a des contraintes inégales dans la coulée, des fissures thermiques peuvent se produire pendant la rétraction.
1.2 Le dilemme "co?t élevé" et "faible efficacité" de la fabrication traditionnelle de moules
Le processus de fabrication des moules est un autre point faible du processus de moulage traditionnel. La fabrication traditionnelle de bo?tes à noyaux en bois ou en métal est un processus à forte intensité de main-d'?uvre, dépendant d'un personnel hautement qualifié, avec des délais d'exécution longs et des co?ts importants. Toute modification mineure de la conception nécessite la reconstruction du moule, ce qui entra?ne des co?ts supplémentaires élevés et des semaines, voire des mois, d'attente.
Cette dépendance excessive à l'égard des moules physiques limite aussi fondamentalement la liberté de conception des pièces moulées. Les canaux internes complexes et les structures creuses ne peuvent pas être moulés en une seule pièce par les procédés traditionnels de fabrication de moules, et doivent être démontés en plusieurs noyaux individuels, qui sont ensuite assemblés à l'aide de gabarits complexes et d'un travail manuel. 2. Cette limitation des processus oblige les concepteurs à faire des compromis et à sacrifier les performances des pièces pour la facilité de fabrication, par exemple en simplifiant les canaux de refroidissement pour s'adapter aux processus de per?age qui ne permettent pas un refroidissement optimal.
En résumé, le taux de rebut élevé du moulage traditionnel n'est pas un problème technique isolé, mais un produit de ses processus de base. Le mode traditionnel "essais et erreurs physiques" oblige la fonderie, lorsqu'elle découvre des défauts, à passer par un long processus de modification du moule et de nouveaux essais, ce qui constitue un cycle à haut risque et à faible efficacité. La valeur révolutionnaire de l'impression 3D est qu'elle fournit une solution "sans moule", qui remodèle fondamentalement l'ensemble du processus de production, ce qui remplacera le mode traditionnel "essais et erreurs physiques". La valeur révolutionnaire de l'impression 3D réside dans le fait qu'elle fournit une solution "sans moule" qui remodèle fondamentalement l'ensemble du processus de production, transformant le modèle traditionnel "d'essais et d'erreurs physiques" en un modèle de "vérification par simulation numérique", qui place le risque devant le processus, éliminant ainsi la plupart des causes d'obsolescence à la source.
Chapitre 2 : L'impression 3D : une avancée révolutionnaire, de la technologie à la solution
2.1 Production sans moule : éliminer les causes profondes de l'obsolescence
Le principal avantage de l'impression 3D est sa méthode de production "sans moule", qui lui permet de contourner tous les problèmes liés aux moules inhérents au moulage traditionnel, réduisant ainsi radicalement les taux de rebut.
Directement de la CAO au moule en sable. Le jet de liant dans la fabrication additive est la clé pour y parvenir. Il s'agit de pulvériser avec précision un liant liquide sur de fines couches de poudre (par exemple, du sable de silice ou de céramique) à partir d'une tête d'impression de qualité industrielle basée sur un modèle numérique de CAO en 3D. En collant couche par couche, le modèle 3D du fichier numérique est construit sous la forme d'un moule ou d'un noyau de sable solide. Ce processus élimine complètement la nécessité de recourir à des moules physiques. Comme il n'est pas nécessaire de concevoir et de fabriquer de longs moules, le cycle de fabrication des moules peut être réduit de plusieurs semaines, voire de plusieurs mois, à quelques heures ou quelques jours, ce qui permet l'impression à la demande et une réponse rapide aux changements de conception, réduisant ainsi considérablement l'investissement initial et les co?ts liés aux essais et aux erreurs.
Moulage en une seule pièce et structures complexes. L'approche de fabrication en couches de l'impression 3D offre une liberté de conception sans précédent. Elle permet de mouler en un seul ensemble des noyaux de sable complexes qui devraient traditionnellement être divisés en plusieurs parties, comme les couloirs sinueux à l'intérieur d'un moteur. Non seulement cela simplifie le processus de moulage, mais plus important encore, cela élimine complètement le besoin d'assemblage, de collage et de désalignement des noyaux, éradiquant ainsi les défauts courants tels que le piégeage du sable, les déviations dimensionnelles et les déformations causées par de tels problèmes.
2.2 Optimisation du processus : des données pour garantir la qualité de la coulée
La valeur de l'impression 3D va bien au-delà de l'absence de moule. Elle confère au processus de fabrication une toute nouvelle dimension numérique, permettant de valider et d'optimiser les données avant que la fabrication physique n'ait lieu, transformant ainsi la "remédiation" en "anticipation".
Simulation et conception numériques. Au cours de la phase de conception numérique précédant l'impression 3D, les ingénieurs peuvent utiliser des logiciels avancés d'analyse par éléments finis (FEM) pour effectuer des simulations virtuelles précises des processus de coulée, de rétrécissement et de refroidissement. Il est ainsi possible d'anticiper et de corriger les défauts potentiels qui pourraient entra?ner une porosité, un retrait ou des fissures avant la production réelle. Par exemple, en simulant l'écoulement du métal liquide dans les canaux, la conception du système de coulée peut être optimisée pour assurer un remplissage en douceur et une ventilation efficace. Cette anticipation numérique améliore considérablement le taux de réussite du premier essai et garantit les rendements de coulée à la source.
Excellentes propriétés du sable. Les moules en sable imprimés en 3D, grace à leur construction couche par couche, peuvent atteindre des densités uniformes et une perméabilité à l'air qu'il est difficile d'obtenir avec les procédés conventionnels. Ces caractéristiques sont cruciales pour le processus de moulage. Une perméabilité au gaz uniforme garantit que les gaz générés à l'intérieur du moule de sable peuvent s'échapper en douceur pendant le processus de coulée, ce qui réduit considérablement les défauts de porosité causés par une mauvaise ventilation.
Refroidissement avec forme. La technologie de refroidissement conforme est une autre application révolutionnaire de l'impression 3D dans le domaine des moules de coulée. Les inserts de moules fabriqués par impression 3D de métal sont dotés de canaux de refroidissement qui peuvent être con?us pour imiter exactement les contours de la surface du moule. Cela permet d'obtenir un refroidissement rapide et uniforme, réduisant considérablement la déformation et le rétrécissement causés par une contraction inégale, ce qui réduit considérablement le taux de rebut. D'après les données disponibles, les moules dotés d'un refroidissement continu peuvent réduire la durée des cycles d'injection de 70%, tout en améliorant considérablement la qualité des produits.
Du "tatonnement physique" à la "prospective numérique". La principale contribution de l'impression 3D est de transformer le modèle traditionnel de fonderie "essais et erreurs" en "fabrication anticipée". Elle permet aux fonderies d'effectuer de nombreuses itérations dans un environnement numérique de manière rentable, ce qui constitue un changement fondamental dans l'état d'esprit et le processus commercial. Ce modèle de "fabrication hybride" facilite l'adoption de l'impression 3D par les fonderies traditionnelles et permet la production la plus efficace. Par exemple, l'impression 3D peut être utilisée pour créer les noyaux de sable les plus complexes et les plus sujets aux erreurs, qui peuvent ensuite être combinés avec des moules de sable fabriqués à l'aide de méthodes traditionnelles, ce qui permet de "tirer parti des points forts".
Chapitre 3 : SANTI TECHNOLOGY : un moteur numérique pour renforcer l'industrie de la fonderie
3.1 équipement de base : "force vive" pour l'innovation en matière de moulage
En tant que pionnier et leader dans le domaine de la fabrication additive en Chine, 3DPTEK apporte un soutien solide à l'industrie de la fonderie grace à son équipement de base développé par ses soins.
Les principales lignes de produits de l'entreprise sont les suivantesImprimante à sable 3DPqui met en évidence son leadership en matière de technologie. Appareils phares3DPTEK-J4000Avec une taille de moulage extra-large de 4000 x 2000 x 1000 mm, elle est très compétitive dans le monde entier. Cette grande taille permet de mouler des pièces complexes et de grande taille en une seule pièce, sans qu'il soit nécessaire de les assembler, ce qui élimine les défauts potentiels causés par l'assemblage. En même temps, par exemple
3DPTEK-J1600PlusCes appareils offrent une grande précision de ±0,3 mm et des vitesses d'impression efficaces pour garantir une qualité supérieure tout en produisant rapidement.
En outre, la technologie SANTIéquipement SLS (frittage sélectif par laser)Des séries telles queLaserCore-6000Les machines sont également excellentes dans le domaine du moulage de précision. Cette série d'équipements est particulièrement adaptée à la fabrication de moules en cire pour le moulage à la cire perdue, offrant une solution plus précise pour les pièces fines et haut de gamme telles que les pièces aérospatiales et médicales.
Il convient de mentionner que SANDI Technology n'est pas seulement un fournisseur d'équipement, mais aussi un expert en solutions de matériaux et de processus. La société a développé plus de 20 liants et 30 formulations de matériaux compatibles avec la fonte, l'acier moulé, l'aluminium, le cuivre, le magnésium et d'autres alliages de fonderie. Cela garantit que son équipement peut être intégré de manière transparente dans une large gamme d'applications de coulée, en fournissant aux clients une assistance technique complète.
3.2 Services All-link : solutions intégrées de coulée
L'avantage concurrentiel de SANDY Technology ne réside pas seulement dans son matériel, mais aussi dans les solutions intégrées qu'elle fournit tout au long de la cha?ne. L'entreprise dispose d'un solide système d'innovation "Trinity" - "institut de recherche + poste de travail post-doctoral + équipe de R&D". Ce modèle garantit une itération technologique continue et une dynamique d'innovation, et l'accumulation de plus de 320 brevets est une preuve solide de son leadership technologique.
L'entreprise propose un service clé en main "tout-en-un", de la conception à l'impression 3D, en passant par le moulage, l'usinage et l'inspection. Ce modèle d'intégration verticale simplifie considérablement la gestion de la cha?ne d'approvisionnement du client, réduit les co?ts de communication et les risques, et permet à la fonderie de se concentrer sur son c?ur de métier.
3.3 Cas classique : preuve de valeur fondée sur des données
Les cas réussis sont l'outil le plus persuasif pour convaincre les clients potentiels. Grace à une série de projets réels, SANDY Technology a quantifié la valeur commerciale significative qu'apporte la technologie de l'impression 3D.
afin deBo?tiers de moteurs automobiles refroidis par eauà titre d'exemple, ce cas démontre parfaitement comment le processus de moulage en sable 3DP résout le problème du moulage en une seule pièce : "grande taille, paroi mince, canaux de refroidissement en spirale complexes". 21. L'application réussie de cette technologie dans le domaine des véhicules à énergie nouvelle a prouvé ses avantages significatifs dans la production de pièces moulées à structure complexe et à haute performance.
D'autre partCorps de pompe industrielleDans le cas de SANDI, l'entreprise a adopté le modèle de fabrication hybride "moule extérieur 3DP + noyau intérieur SLS". Cette stratégie complémentaire a permis de raccourcir le cycle de production de 80%, tout en améliorant la précision dimensionnelle des pièces moulées au niveau CT7, ce qui a parfaitement prouvé l'effet puissant du mode de fabrication hybride.
Le projet de coentreprise avec Xinxin Foundry constitue l'argument commercial le plus solide. En introduisant la technologie d'impression 3D, la fonderie a augmenté son chiffre d'affaires de 1 351 TP3T, doublé ses marges bénéficiaires, divisé par deux ses délais d'exécution et réduit ses co?ts de 301 TP3T, une série de chiffres quantitatifs qui constituent une preuve irréfutable du retour sur investissement de la technologie d'impression 3D dans l'industrie de la fonderie.
Le tableau ci-dessous montre comment l'impression 3D peut résoudre les problèmes de l'industrie de la fonderie, tant au niveau technique qu'au niveau de la valeur commerciale :
| Défauts de moulage ou points douloureux | Causes et limites de l'artisanat traditionnel | Solutions d'impression 3D et valeur ajoutée |
| bulle d'air | Mauvaise ventilation du moule ; métal liquide piégé dans le gaz | Perméabilité à l'air uniforme et contr?lée du sable ; simulation numérique du système de coulée optimisé |
| cratère | Refroidissement inégal ; rétrécissement insuffisant | Optimisation prédictive par simulation numérique ; refroidissement uniforme par canaux de refroidissement fa?onnés |
| Sandwich, mauvaise forme | Assemblage multiconducteurs, collage et désalignement ; erreurs d'ajustement du plan de joint | Les noyaux complexes sont moulés en une seule pièce, ce qui élimine le besoin d'assemblage ; aucune surface de séparation physique n'est nécessaire. |
| Co?ts de moulage élevés | Nécessite des moules physiques, une main-d'?uvre hautement qualifiée, de longs délais de livraison. | Production sans moule ; impression directe à partir de fichiers CAO, fabrication à la demande |
| Inefficacité et longs délais d'exécution | Longue fabrication de moules ; essais et erreurs répétés | Réduction du temps de cycle du 80% ; possibilité de conception itérative rapide ; impression à la demande |
| Augmentation de la valeur de l'entreprise | Faibles marges et livraisons irrégulières | Chiffre d'affaires en hausse de 1 35%, marges doublées ; co?ts en baisse de 30% |
Chapitre 4 : Regarder vers l'avenir : numérisation et durabilité dans l'industrie de la fonderie
La technologie de l'impression 3D conduit l'industrie de la fonderie à passer de la "fabrication" traditionnelle à la "fabrication intelligente". Selon le rapport concerné, l'échelle de l'industrie chinoise de la fabrication additive continue de cro?tre à un rythme élevé et, en 2022, elle dépassera 32 milliards de RMB. Ces données montrent clairement que la transformation numérique est devenue une tendance industrielle irréversible.
à l'avenir, l'impression 3D sera profondément intégrée à l'intelligence artificielle (IA), à l'IdO et à d'autres technologies pour parvenir à une automatisation complète et à une gestion intelligente des lignes de production. Les fonderies peuvent utiliser des algorithmes d'IA pour optimiser les paramètres de coulée et des capteurs IoT pour surveiller le processus de production en temps réel, ce qui permet d'améliorer encore les taux de rendement et l'efficacité de la production.
En outre, les avantages uniques de l'impression 3D dans la réalisation de conceptions légères complexes aideront l'automobile, l'aérospatiale et d'autres industries en aval à améliorer les performances des produits et à réduire la consommation d'énergie, ce qui s'inscrit parfaitement dans le cadre du développement durable à l'échelle mondiale. une voie de développement respectueuse de l'environnement pour l'industrie de la fonderie.
remarques finales L'impression 3D n'est pas la fin de la fonderie, mais son innovateur. Elle offre à l'industrie traditionnelle de la fonderie une flexibilité, une efficacité et une assurance qualité sans précédent grace à ses deux avantages fondamentaux que sont le "sans moule" et le "numérique". Elle permet aux fonderies de s'affranchir des taux de rebut élevés et d'entrer dans une nouvelle ère de plus grande efficacité, de compétitivité et d'innovation. Pour toute fonderie cherchant à se démarquer sur un marché concurrentiel, l'adoption de la technologie d'impression 3D, représentée par SanDi Technology, n'est plus un choix facultatif, mais une voie nécessaire vers l'avenir.
]]>L'élimination des trous de retrait a toujours été un défi complexe pour les fonderies et les ingénieurs, les méthodes traditionnelles reposant souvent sur l'expérience et l'ajustement de la conception des moules, des systèmes de coulée et des processus de refroidissement par essais et erreurs. . Toutefois, avec l'avènement des technologies de fabrication additive, en particulier l'impression 3D de sable de qualité industrielle, la conception et la production de pièces moulées ont été révolutionnées, offrant de nouveaux moyens sans précédent pour résoudre complètement les problèmes de retrait.
1. les causes profondes du retrait de la coulée : les limites géométriques des moules conventionnels
Pour comprendre comment l'impression 3D résout les problèmes, il faut d'abord analyser en profondeur les points faibles du moulage traditionnel. Les principales raisons de la formation d'un retrait peuvent être attribuées à deux éléments :
- Compenser les insuffisances de rétrécissement : Au fur et à mesure que la pièce coulée se solidifie et se rétracte, elle doit être constamment réalimentée en métal liquide par le biais du système de coulée et de la colonne montante. Si les canaux de réapprovisionnement ne sont pas correctement con?us ou sont insuffisants, le métal liquide ne peut pas être transporté vers les zones où le réapprovisionnement est le plus nécessaire, ce qui entra?ne la création de vides. ?
- Solidification inégale : Si la vitesse de refroidissement des différentes zones de la coulée n'est pas cohérente, la chaleur a du mal à se diffuser efficacement, ce qui entra?ne la formation de joints chauds (points chauds). Ces points chauds sont les dernières zones solidifiées, lorsque le métal environnant s'est solidifié, ils manquent de supplément de métal liquide, ce qui facilite la formation de trous de retrait. ?
Dans la coulée conventionnelle, les moules et les noyaux sont fabriqués par des outils physiques dont la géométrie est limitée par l'usinabilité et l'aptitude au démoulage. Par exemple, les trous percés pour le passage de l'eau de refroidissement ne peuvent être que des lignes droites. . Il est donc difficile pour les ingénieurs de concevoir des canaux de rétraction complexes et incurvés ou des canaux de refroidissement à l'intérieur du moule pour contr?ler avec précision le processus de solidification, ce qui augmente le risque de défauts de rétraction. .
2. Solutions d'impression 3D : liberté de conception pour donner "vie" aux moules et aux matrices
Les principaux atouts des imprimantes 3D à sable industriel sont les suivantsLiberté de conceptionrépondre en chantantProduction sans mouleIl imprime des moules et des noyaux en sable, couche par couche, directement à partir de fichiers CAO en 3D. . Cette propriété permet de dépasser radicalement les limites géométriques des procédés conventionnels et offre plusieurs moyens puissants d'éliminer le rétrécissement, comme suit :
Option 1 : Optimisation des canaux de remplissage et de rétraction pour une perfusion précise
Grace à la technologie de l'impression 3D, les ingénieurs peuvent concevoir le système de rétraction optimal à l'intérieur du moule sans avoir à tenir compte de l'usinabilité.
- Système de versement intégré : Traditionnellement, le système de carotte (comprenant la carotte et la colonne montante) doit être fabriqué et assemblé séparément. L'impression 3D permet d'imprimer l'ensemble du système de carotte, la colonne montante de remplissage et le moule lui-même en une seule pièce. Cette conception intégrée garantit une connexion sans faille et un alignement précis des canaux, ce qui réduit considérablement le risque de retrait d? à des erreurs d'assemblage. ?
- Des rehausses de remplissage con?ues avec précision : L'impression 3D permet de concevoir et d'imprimer avec précision des colonnes montantes de retrait au-dessus des zones de joints chauds de la pièce moulée, assurant un flux constant de métal en fusion pour combler le vide créé par le retrait de solidification. Il a été démontré que les colonnes montantes de débordement au-dessus de la pièce moulée peuvent évacuer efficacement les gaz, réduisant ainsi les défauts de porosité dans la pièce moulée. ?
- éliminer la sous-cotation et les obstacles structurels complexes : Dans les processus traditionnels, les contre-dépouilles complexes et les passages internes nécessitent l'assemblage de plusieurs noyaux, ce qui non seulement augmente les erreurs d'assemblage, mais peut aussi facilement conduire à des noyaux délogés ou mal alignés. L'impression 3D permet de combiner plusieurs noyaux individuels en un seul noyau complexe et intégré, ce qui élimine complètement le besoin d'assemblage et améliore la précision et la qualité de la pièce moulée. ?
Option 2 : Refroidissement conforme pour une solidification uniforme
Pour les moules eux-mêmes, l'impression 3D peut être tout aussi révolutionnaire. EnRefroidissement conforme(conformal cooling), qui permet de concevoir des canaux de refroidissement à l'intérieur du moule qui correspondent aux contours de la surface de la pièce moulée. .
- Principe : Les canaux de refroidissement conventionnels sont percés en ligne droite et ne couvrent pas toutes les zones à refroidir, ce qui entra?ne des températures inégales dans le moule. Le refroidissement conforme, quant à lui, utilise l'impression 3D pour intégrer des canaux de refroidissement courbes et serpentins dans le moule de manière à ce qu'ils s'adaptent parfaitement à la surface de la pièce moulée. ?
- Avantage : Cette conception permet un refroidissement plus uniforme et réduit considérablement le risque de surchauffe localisée du moule. Un gradient de température plus équilibré signifie que le processus de solidification est mieux contr?lé, ce qui réduit radicalement la formation de joints chauds et prévient ainsi le retrait. Il a été démontré que l'utilisation d'un moule à refroidissement par suivi de forme réduit la variation de température pendant le refroidissement du moule jusqu'à 18°C, ce qui réduit considérablement le risque de gauchissement de la pièce moulée. ?
Option 3 : Simulation numérique et itération rapide pour prévenir les problèmes avant qu'ils ne surviennent
Le flux de travail numérique de l'impression 3D offre aux ingénieurs de précieuses possibilités d'essais et d'erreurs avant de passer à la production. .
- Logiciel de simulation de coulée : Les ingénieurs peuvent utiliser un logiciel de simulation de moulage (par exemple Cimatron) pour simuler l'écoulement et la solidification du métal en fusion. Si les résultats de la simulation révèlent un risque de retrait, la conception du moule peut être rapidement ajustée, par exemple en modifiant l'emplacement de la carotte ou de la colonne montante, puis testée à nouveau virtuellement. ?
- Prototypage et itération rapides : Si un prototype physique est nécessaire, l'impression 3D permet d'imprimer un moule ou un noyau en quelques heures ou quelques jours. Cela permet aux ingénieurs d'itérer et de valider les conceptions plusieurs fois à une fraction du co?t et de la vitesse. Ce modèle de développement agile est inimaginable avec le moulage traditionnel, qui nécessite la fabrication de moules co?teux et de longs délais d'attente. ?
3. il ne s'agit pas seulement d'éliminer les défauts, mais de faire un bond en avant dans l'efficacité
L'utilisation de la technologie de l'impression 3D pour résoudre le problème du rétrécissement des pièces moulées permet non seulement d'améliorer la qualité des produits, mais aussi de créer une série de cha?nes de valeur commerciale :
- Réduire les co?ts : L'impression 3D réduit considérablement les co?ts de production en éliminant les aspects physiques co?teux de la fabrication des moules et des outils. Selon des études, l'impression 3D permet d'économiser jusqu'à 50%-90% par rapport aux méthodes traditionnelles. ?
- Raccourcir le délai de livraison : Le temps de fabrication des moules est passé de semaines, voire de mois, à quelques heures, ce qui permet aux entreprises de répondre plus rapidement aux demandes du marché. Dans un cas, une entreprise a pu réduire ses délais de production de neuf semaines en utilisant une imprimante 3D à sable. ?
- Réduction du taux de rebut : La précision et la cohérence des moules ont été grandement améliorées, ce qui a permis de réduire les défauts de moulage dus à l'erreur humaine ou à l'usure des moules, et donc de réduire considérablement le taux de rebut. ?
- Simplifier le processus : Le regroupement de plusieurs pièces en un seul composant intégré simplifie les processus d'assemblage complexes et réduit la dépendance à l'égard d'une main-d'?uvre hautement qualifiée. ?
Conclusion : l'impression 3D - un "remède" pour l'industrie de la fonderie
Le retrait de la coulée n'est pas un problème technique isolé, mais le processus de coulée traditionnel face à la conception complexe et aux exigences de haute précision des défis systémiques exposés. Les imprimantes 3D à sable industriel, avec leurs avantages technologiques uniques, offrent un "remède" au problème à sa source. Elles éliminent le risque de retrait en donnant aux ingénieurs une liberté de conception sans précédent, leur permettant de construire des structures internes et des systèmes de refroidissement optimisés. .
Pour la poursuite d'une excellente qualité, d'une production efficace et de l'optimisation des co?ts des entreprises de fonderie modernes, l'impression 3D n'est plus une "option supplémentaire" dispensable, mais pour promouvoir la modernisation industrielle, dans la concurrence féroce sur le marché pour gagner la première opportunité pour les technologies clés. Il ne s'agit pas seulement d'un équipement, mais aussi d'un pont vers l'avenir pour la "coulée numérique", afin de résoudre les anciens "problèmes de coulée" ! .
]]>I. Stratégie de sélection des équipements en fonction de la taille des pièces coulées
La taille de la pièce moulée est un facteur essentiel pour déterminer les spécifications d'une imprimante 3D à sable, qui doit être sélectionnée en fonction des exigences actuelles et des développements futurs :
- Analyse statistique des dimensions de moulage existantes
- Les entreprises doivent trier de manière exhaustive les commandes de moulage des 1 à 2 dernières années, en fonction du type de produit (pièces automobiles, composants structurels pour l'aviation, pompes et vannes), de la classification, des statistiques sur la longueur, la largeur et la hauteur de chaque type de gamme de taille de pièces moulées, de l'histogramme de distribution des tailles d'emboutissage. Par exemple, les statistiques d'une fonderie automobile ont révélé que les pièces moulées du bloc moteur 60% ont une longueur de 300 à 500 mm, une largeur de 200 à 350 mm et une hauteur de 150 à 250 mm ;
- Identifiez la "gamme de tailles de base" présentant le pourcentage le plus élevé et utilisez-la comme base pour filtrer les imprimantes. Comme dans le cas précédent, le système de filtrage de 3DPTEK 3DPTEK-J1800(taille de moulage 1800×1200×1000mm) peut facilement couvrir la plupart des besoins d'impression de sable de bloc moteur, afin d'éviter les "petites charrettes tirées par des chevaux" (la taille de moulage de l'équipement est trop grande, gaspillant l'espace de l'équipement et les co?ts d'impression) ou "trop grand pour le travail" (équipement). (la taille de moulage de l'équipement n'est pas suffisante pour imprimer de grandes pièces moulées).
- Envisager l'expansion future de l'entreprise
- En combinaison avec la planification du marché de l'entreprise pour les 3 à 5 prochaines années et le plan de développement de nouveaux produits, il faut prévoir les changements de taille des pièces moulées qui pourraient être nécessaires. Si vous envisagez de développer l'activité de moulage d'équipements éoliens, vous devez étudier à l'avance la taille des moyeux, des pales et d'autres pièces moulées de grande taille (diamètre du moyeu de l'éolienne pouvant atteindre 3 à 5 mètres), afin de réserver suffisamment d'espace pour les mises à niveau de l'équipement ;
- Si les grandes pièces moulées ne sont réalisées qu'occasionnellement, il convient d'envisager la solution 3DPTEK 3DPTEK-J4000 Imprimantes de très grande taille (taille maximale de moulage 4000×2000×1500mm), ou stratégie d'impression "bloc de découpe de sable + assemblage combiné" (l'équipement 3DPTEK prend en charge l'impression partielle, ce qui facilite l'opération de découpe du bloc), réduisant ainsi les co?ts d'acquisition de l'équipement.
- Traitement des demandes de dimensions spéciales
- Pour les pièces moulées de dimensions spéciales telles que extra-longues, extra-larges, extra-minces, etc. (par exemple, les pièces moulées à arbre allongé avec un rapport d'aspect supérieur à 5:1, les pièces à parois minces avec une épaisseur inférieure à 5 mm), il est nécessaire d'examiner la précision d'impression et la stabilité de l'équipement en plus des dimensions de moulage. La technologie d'injection collée de 3DPTEK garantit que le moulage des pièces moulées de dimensions spéciales est effectué avec un degré élevé de précision de ±0,3 mm, évitant ainsi que les pièces moulées soient mises au rebut en raison de déviations des dimensions. éviter la mise au rebut de pièces moulées en raison d'écarts dimensionnels.
II. sélection des paramètres de l'équipement adaptés aux matériaux de coulée
Les différents matériaux de coulée (par exemple la fonte, l'aluminium moulé, l'acier moulé) ont des exigences différentes en matière de résistance au sable, de perméabilité à l'air et de production de gaz, qui doivent être adaptées aux paramètres de l'équipement et à la technologie des matériaux correspondants :
- Propriétés des matériaux et analyse de la demande en sable
- Pièces en fonte : en raison de la bonne fluidité de la fonte et du retrait de solidification modéré, la résistance du moule en sable doit être élevée (résistance à la traction ≥ 0,8MPa), afin d'éviter l'érosion et la rupture du moule en sable pendant la coulée. Le liant de résine furanique à haute résistance, associé à l'équipement 3DPTEK et au sable de silice, peut répondre aux exigences de l'impression au sable pour les pièces en fonte ;
- Coulée d'aluminium : la vitesse de solidification du liquide d'aluminium est rapide et facile à absorber l'air, nécessitant du sable avec une bonne perméabilité (valeur de perméabilité ≥ 150) et un faible dégazage (dégazage ≤ 15ml/g) pour éviter les défauts de porosité de coulée. Le processus de matériau open-source de 3DPTEK peut ajuster la formule de liant en fonction des besoins du liant, et adapté au sable céramique, au sable zircone et à d'autres sables à faible dégazage et à haute perméabilité, pour répondre à l'impression de sable de coulée d'aluminium.
- Compatibilité des matériaux et ajustement des paramètres
- L'imprimante 3D de sable 3DPTEK prend en charge une large gamme de sables de coulée (y compris le sable de quartz, le sable perlé, le sable de chromite, etc.), ce qui permet aux entreprises de choisir les matériaux de sable en fonction des matériaux de coulée et des considérations de co?t. Par exemple, lors de la production de pièces moulées en acier inoxydable haut de gamme, le sable de zirconium (résistant aux températures élevées et chimiquement stable) est utilisé avec le liant spécial de 3DPTEK pour améliorer les propriétés anti-lavage et antiadhésives du moule en sable ;
- Les paramètres de la buse (par exemple, le diamètre de l'orifice, la fréquence de pulvérisation) et les paramètres de chauffage et de durcissement (température et durée de durcissement) de l'équipement doivent être ajustés avec précision en fonction des caractéristiques du matériau sableux et du type de liant. Par exemple, lors de l'utilisation de sable de quartz à grain fin, il est nécessaire de réduire le diamètre de l'orifice de pulvérisation (par exemple, de 0,3 mm à 0,2 mm) et d'augmenter la fréquence de pulvérisation pour garantir que le liant couvre uniformément les particules de sable ; pour le liant thermodurcissable, il est nécessaire d'optimiser la courbe de chauffage et de durcissement (par exemple, augmenter la température de durcissement de 150℃ à 180℃, et prolonger le temps de durcissement de 30 secondes à 45 secondes), de manière à garantir que la résistance du type de sable est durcie.
- Application de nouveaux matériaux et assistance technique
- Avec l'augmentation de la demande de pièces moulées de haute performance et légères dans l'industrie du moulage, de nouveaux types de matériaux de sable (tels que le sable composite mélangé à de la poudre métallique et le sable nanomodifié) sont progressivement utilisés. 3DPTEK continue de rechercher et de développer de nouveaux processus de matériaux qui peuvent être adaptés aux besoins des entreprises et de personnaliser les solutions de matériaux pour les aider à réaliser rapidement l'application de nouveaux matériaux dans l'impression sur sable.
Avantages complets des imprimantes 3D 3DPTEK Sand
- Matrice des produits en taille réelle3DPTEK dispose d'une gamme complète d'imprimantes 3D à sable d'une taille allant de 1,6 mètre à 4 mètres. 3DPTEK-J1600Pro,3DPTEK-J1600Plus,3DPTEK-J1800,3DPTEK-J1800S,3DPTEK-J2500,3DPTEK-J4000 Une variété de modèles, tels que pour répondre aux différentes tailles des entreprises, différentes tailles de besoins d'impression de pièces moulées, pour éviter que les entreprises ne manquent des commandes en raison des limitations des spécifications de l'équipement.
- processus de matériaux à source ouverteIl permet aux utilisateurs d'ajuster la formule du liant et du sable en fonction des besoins afin de réduire le co?t des matériaux 20%-30%. En même temps, il est équipé d'un liant en résine, d'un agent de durcissement et d'un agent de nettoyage de haute performance pour assurer la qualité stable du moulage en sable et résoudre les problèmes de sélection des matériaux et d'optimisation du processus de l'entreprise.
- Technologie de moulage de haute précisionIl adopte la technologie du jet d'encre piézoélectrique, un système de jet d'encre à haute résolution et une formule de liant spéciale pour réaliser une impression de haute précision de ±0,3 mm, ce qui réduit efficacement la surépaisseur d'usinage des pièces moulées et améliore la qualité du moulage et l'efficacité de la production, et convient particulièrement aux secteurs de l'aérospatiale, de l'automobile et à d'autres industries ayant des exigences strictes en matière de précision.
- Moulage de surfaces flexibles sans bac à sableEn tant que 3DPTEK-J4000 L'utilisation innovante de la technologie de formage de surface flexible sans bac à sable, le soutien à l'impression locale, peuvent être rentables et efficaces pour réaliser la fabrication de moules en sable surdimensionnés, par rapport à l'impression traditionnelle en bac, l'empreinte de l'équipement est réduite de plus de 30%, et le co?t de l'impression est réduit de 15%-20%.
Grace à la stratégie de sélection ci-dessus basée sur la taille et le matériau de moulage, combinée aux avantages complets des imprimantes 3D à sable 3DPTEK, les entreprises peuvent faire correspondre avec précision les paramètres de l'équipement pour atteindre un haut degré de compatibilité entre les performances de l'équipement et les besoins de production, tout en améliorant la qualité des pièces moulées, en réduisant les co?ts de production et en renfor?ant la compétitivité sur le marché.
]]>工業級蠟模 3D 打印機:2025 年大型鑄造全指南,縮短 80% 周期 + 提升精度方案最先出現在三帝科技股份有限公司。
]]>I. Qu'est-ce qu'une imprimante 3D industrielle à la cire ? Définition de base + comparaison avec les procédés traditionnels
L'imprimante 3D de qualité industrielle pour moules en cire est basée sur la technologie de la cire.Frittage sélectif par laser (SLS) TechnologieIl s'agit d'une machine industrielle destinée à la production de moules en cire de haute précision composés de poudre de cire de coulée / de poudre semblable à de la cire, qui sont fusionnés couche par couche et peuvent être utilisés directement pour la coulée de cire perdue à la cire perdue. Elle présente des avantages significatifs par rapport au procédé traditionnel de moulage à la cire et est particulièrement adaptée aux scénarios de moulage de grande taille (dimensions des pièces supérieures à 500 mm) :
| dimension de comparaison | Imprimante 3D pour moules à cire industriels | Processus traditionnel de moulage de la cire (fait à la main / CNC) |
| cycle de production | 3-7 jours (grands modèles en cire) | 2-4 semaines |
| Précision dimensionnelle | ±0,1 mm | ±0,5-1mm |
| Réalisation de structures complexes | Impression aisée de canaux de refroidissement internes et de structures en nid d'abeille à parois minces | Les multiples jeux de moules en cire doivent être démontés et sont sujets à des erreurs d'assemblage. |
| co?t du travail | Impression automatisée, une personne peut utiliser plusieurs machines | Dépendance à l'égard des artisans qualifiés, co?ts de main-d'?uvre élevés 300% |
| Utilisation des matériaux | 90% Ci-dessus (poudre de cire non frittée recyclable) | 60%-70% (coupe / déchets manuels) |
| Itération de la conception | Les fichiers CAD peuvent être réimprimés en quelques heures après modification. | Re-moulage nécessaire, long délai d'exécution |
Les 4 principaux avantages des imprimantes 3D de moules en cire de qualité industrielle pour les fonderies (résoudre les problèmes de l'industrie)
1. temps de cycle réduit 80%, réponse rapide aux exigences de la commande
Il faut trois semaines pour fabriquer un moule en cire d'un gros bloc moteur automobile à l'aide des procédés traditionnels, mais les imprimantes 3D de qualité industrielle peuvent le faire en seulement trois jours. Une fonderie aérospatiale a utilisé le LaserCore-5300 pour imprimer un modèle en cire d'une pale de turbine, de la conception au produit fini, en 48 heures, soit une réduction de 80% par rapport au processus traditionnel, et une compression du cycle de production d'essai d'un nouveau produit de 3 mois à 1 mois, saisissant ainsi la première opportunité sur le marché.
2. 5 fois plus précis, réduisant les rejets de moulage
L'imprimante 3D de moule en cire de qualité industrielle a une précision de ±0,1 mm et une finition de surface de Ra≤1,6μm, ce qui peut réduire le processus de post-traitement de la coulée. En raison de la grande erreur du moule en cire fabriqué par le processus traditionnel, le taux de rebut de la coulée est supérieur à 15% ; tandis que le moule en cire imprimé en 3D réduit le taux de rebut à moins de 5%, une fonderie produit de grands moulages de vannes, et réduit la perte de rebut de 800 000 RMB par an.
3. franchir les limites structurelles pour réaliser des moulages difficiles
Il n'est pas nécessaire de tenir compte des problèmes de "démoulage", ce qui permet des conceptions impossibles à réaliser avec les procédés conventionnels, en particulier pour la fabrication haut de gamme :
- Aérospatiale :Canaux de refroidissement multicouches à l'intérieur des pales de la turbine(Le processus traditionnel nécessite le démontage de 5 jeux de moules en cire, alors que l'impression 3D permet de former le moule en une seule fois, sans erreur d'assemblage) ;
- Voitures :Couloirs intégrés au bloc moteur(Réduction du processus de post-forage et augmentation de l'efficacité des fluides de 10%) ;
- Machines lourdes :Structure en nid d'abeille à paroi mince pour les grandes coquilles(épaisseur de paroi aussi faible que 2 mm, réduction de poids 20%, augmentation de la résistance 15%).
4. réduction des co?ts à long terme 40%, compensant l'investissement dans l'équipement
Malgré l'investissement initial élevé (plus de 50 000 dollars) pour une imprimante 3D de qualité industrielle moulée dans la cire, les avantages en termes de co?ts sont considérables sur l'ensemble du cycle de vie :
- éliminer les co?ts des moules : les grands moules à cire CNC traditionnels co?tent plus de 200 000 RMB, ce qui peut être complètement éliminé grace à l'impression 3D ;
- Réduction du co?t de la main-d'?uvre : une personne peut utiliser 3 machines, ce qui réduit la main-d'?uvre de 80% par rapport au processus traditionnel ;
- Réduction des pertes par rebut : l'amélioration de la précision a permis de réduire le taux de rebut des pièces coulées de 15% à 5%, ce qui représente une économie de plus de 500 000 RMB en co?ts de matériaux par an.
Flux de travail de l'impression 3D de cire industrielle : 6 étapes de la conception au moule en cire (pour la coulée à grande échelle)
Le processus industriel d'impression 3D de cire est hautement automatisé et ne nécessite pas d'intervention humaine complexe. Les principales étapes sont les suivantes (par exemple, le moulage en cire d'une grande pale de turbine) :
- Conception et optimisation numériqueLe modèle 3D du moule en cire est construit dans SolidWorks/AutoCAD, le retrait est réservé en fonction des propriétés du métal coulé (par exemple, l'acier doit être agrandi de 1%-2%), la structure de la carotte et de l'évent est con?ue et exportée sous la forme d'un fichier au format STL ;
- Paramétrage de l'appareilChargez la poudre de cire de coulée dans une imprimante (par exemple LaserCore-6000) et réglez les paramètres : épaisseur de la couche 0,08-0,35 mm, puissance du laser 55-300 W, taux de moulage 80-300 cm3/h, afin de vous assurer que l'imprimante est adaptée à l'impression de grands modèles en cire ;
- l'impression automatiséeLes grands moules en cire (par exemple, 1050 x 1050 x 650 mm) sont imprimés en 10 à 20 heures sans intervention humaine et peuvent être imprimés sans surveillance pendant la nuit ;
- Nettoyage après l'impressionUne fois le moule en cire terminé, retirez-le de la cavité et soufflez l'excès de poudre de cire sur la surface à l'aide d'air comprimé (cette poudre de cire peut être recyclée directement) et vérifiez que le moule en cire ne présente ni trous ni fissures (le taux de défauts des moules en cire imprimés en 3D est inférieur à 1%) ;
- Assemblage de moules en cire (production de masse)En cas de coulée par lots, les moules en cire individuels sont attachés à un "arbre à cire" afin d'accro?tre l'efficacité du processus de coulée ;
- Convient à la fonte à la cire perdueLe moule en cire est immergé dans une boue céramique pour former une coque en céramique résistante aux hautes températures, qui est ensuite br?lée dans un four à 700-1000°C pour éliminer le moule en cire (la teneur en cendres du moule en cire d'impression 3D est <0,1%, et la combustion est complète sans résidu), de sorte que le métal peut être versé à l'intérieur.
Comment choisir une imprimante 3D à cire de qualité industrielle pour une fonderie ? 4 critères de sélection essentiels
1) Priorité à l'espace de moulage : convient aux besoins de moulage importants
Les grandes pièces moulées (telles que les blocs moteurs automobiles, les cadres aérospatiaux) dont les dimensions sont comprises entre 500 et 1000 mm doivent être choisies avec un espace de moulage de ≥ 500 × 500 × 500 mm :
- Pour les petites et moyennes fonderies (taille des pièces 500-700 mm) : des modèles avec un espace de moulage de 700 x 700 x 500 mm (par exemple LaserCore-5300) sont disponibles ;
- Grandes fonderies (taille des pièces 700-1000mm) : nous recommandons un modèle avec un espace de moulage de 1050 x 1050 x 650mm (par exemple LaserCore-6000).
2) Verrouillage de type technologique SLS : assurer la solidité et la précision des moules en cire
La technologie SLS fritte la poudre de cire par laser, les moules en cire ont une densité élevée (≥0,98g/cm3) et une grande résistance (résistance à la flexion ≥15MPa), qui peuvent résister aux forces externes pendant le revêtement de la pate céramique et la manipulation, et éviter la déformation. Les moules en cire fabriqués à l'aide d'autres technologies (par exemple FDM) sont peu résistants, s'ab?ment facilement et ne conviennent pas à la coulée à grande échelle.
3. se concentrer sur les paramètres essentiels : précision, vitesse et compatibilité des matériaux
- précisLes modèles de ±0,1 mm permettent de respecter les dimensions de la pièce coulée et de minimiser les opérations de post-traitement ;
- Taux de formationLa priorité est donnée aux modèles de plus de 200 cm3/h (par exemple AFS LaserCore-6000 jusqu'à 300 cm3/h) afin d'accro?tre l'efficacité de la production de grands moules en cire ;
- Compatibilité des matériauxCires de coulée : Une large gamme de cires de coulée (cires de coulée à faible teneur en cendres, cires à haute température) est nécessaire pour la coulée de différents alliages (alliages d'aluminium, acier, alliages de titane).
4. logiciels et services : rendre la transition moins difficile
- Le logiciel doit être compatible avec les principaux formats de CAO (STL/OBJ) et être accompagné d'une simulation de coulée (optimisation de la structure du moule en cire et réduction des défauts) ;
- Les prestataires de services sont tenus de fournir une assistance complète : formation gratuite de l'opérateur (pour s'assurer que l'opération est ma?trisée en 3 jours), installation et mise en service de l'équipement, service après-vente 24 heures sur 24 (service domestique porte-à-porte ≤ 24 heures).
V. Recommandation de modèles populaires d'imprimantes 3D de moules en cire de qualité industrielle en 2025 (adaptés aux différents besoins de moulage)
Sur la base des réactions de l'industrie et des cas d'application réels, les trois modèles suivants en 2025 sont exceptionnels dans le domaine de la grande fonderie, couvrant les scénarios d'entrée et de haut de gamme :
| modèles | Espace de formage (mm) | Type de technologie | précis | Taux de formation | Scénarios applicables | Points forts |
| AFS-500 (entrée de gamme) | 500 x 500 x 500 | SLS | ±0,1 mm | 80-150cm3/h | Outils industriels, pièces moulées de petite et moyenne taille (jusqu'à 500 mm) | Rentable, faible consommation d'énergie (15KW), adapté à la production d'essai des petites et moyennes fonderies. |
| LaserCore-5300 (milieu et haut de gamme) | 700 x 700 x 500 | SLS | ±0,1 mm | 150-250cm3/h | Pales de turbines aérospatiales, pièces automobiles (500-700 mm) | Itération rapide, précision stable, adaptée à l'impression multi-matériaux |
| LaserCore-6000 (haut de gamme) | 1050 x 1050 x 650 | SLS | ±0,1 mm | 250-300cm3/h | Grands blocs de moteurs automobiles, cadres aérospatiaux (700-1000 mm) | Très grand espace de moulage, grande efficacité dans la production de masse, adapté aux fonderies à forte production |
Analyse des points forts du modèle
- AFS-500Faible co?t d'entrée, facile à utiliser, une seule personne peut gérer plusieurs machines, convient aux petites et moyennes fonderies qui essaient l'impression 3D pour la première fois, aux moules en cire de petite et moyenne taille pour les outils industriels, les vannes, etc ;
- LaserCore-5300Les moules en cire pour les pales de turbine sont largement utilisés dans l'industrie aérospatiale et présentent une finition de surface élevée, ce qui élimine la nécessité d'un post-polissage et augmente le rendement des pièces coulées à plus de 95% ;
- LaserCore-6000Cette machine est l'une des rares en Chine à pouvoir imprimer des moules en cire de 1050 mm et à pouvoir embo?ter 20 moules en cire de petite et moyenne taille (par exemple, des pièces automobiles) en une seule fois, ce qui augmente le taux d'utilisation de la machine de 60%.
Problèmes courants de l'impression 3D de moules en cire industriels + solutions d'experts
1. investissement initial élevé dans l'équipement ? -- L'investissement progressif réduit les risques
Les petites et moyennes fonderies peuvent acheter des modèles d'entrée de gamme (par exemple AFS-500) pour le moulage en cire de pièces à forte valeur ajoutée (par exemple des valves de précision), récupérer rapidement les co?ts grace à des commandes à forte marge, puis passer à des modèles plus haut de gamme au bout d'un ou deux ans.
2. une combustion incomplète des moules en cire conduisant à des moulages défectueux ? -- Optimisation des paramètres de frittage et de cuisson
- Lors de l'impression : réglez la puissance du laser (55-80W) pour que la densité du moule en cire soit ≥0,98g/cm3 et pour réduire la porosité interne ;
- Cuisson : la température du four est progressivement augmentée de 700°C à 1000°C et maintenue pendant 2 à 3 heures afin de s'assurer que les moules en cire sont complètement vaporisés (ce qui peut être vérifié par le changement de poids des coquilles en céramique).
3. le recyclage de la poudre de cire est difficile, les déchets de matériaux ? -- Configurer un système de recyclage automatisé
En choisissant un équipement de recyclage de la poudre de cire doté d'une fonction de criblage et de séchage automatique, la poudre de cire non filtrée peut être réutilisée directement après le traitement, et le taux d'utilisation des matériaux est passé de 90% à plus de 95%, ce qui permet d'économiser 200 000 yuans de co?ts de matériaux par an.
4. l'équipe n'est pas compétente en matière d'exploitation, ce qui affecte la productivité ? -- Privilégier l'option "équipement + formation" en tant que service tout-en-un.
Choisissez un prestataire de services qui propose des formations gratuites (comme la marque AFS), 1 à 1 pour apprendre aux opérateurs à ma?triser le fonctionnement quotidien de l'équipement, le dépannage, afin d'assurer le fonctionnement normal de l'équipement.
VII. conclusion : l'imprimante 3D de moules en cire de qualité industrielle, un équipement indispensable pour la transformation de la fonderie
Dans l'industrie de la fonderie à grande échelle, de plus en plus concurrentielle, "haute précision, temps de cycle rapide, faible co?t" est devenu une compétence essentielle. Les imprimantes 3D à cire de qualité industrielle aident les fonderies à s'affranchir des contraintes des processus traditionnels en réduisant le temps de cycle de 80%, en augmentant la précision de 5 fois et en réduisant les co?ts de 40% sur le long terme. Les imprimantes 3D de qualité industrielle aident les fonderies à s'affranchir des contraintes des processus traditionnels.
En 2025, la commercialisation de modèles tels que la série LaserCore permettra de passer rapidement de la conception au moule en cire pour des industries telles que l'aérospatiale, l'automobile et la machinerie lourde. Pour les fonderies, le choix de la bonne imprimante 3D à cire industrielle permettra non seulement de réduire les co?ts et d'accro?tre l'efficacité, mais aussi de débloquer des commandes de moulage difficiles et de prendre pied dans la fabrication haut de gamme - la valeur fondamentale de l'impression 3D à cire industrielle dans l'industrie de la fonderie du futur.
工業級蠟模 3D 打印機:2025 年大型鑄造全指南,縮短 80% 周期 + 提升精度方案最先出現在三帝科技股份有限公司。
]]>4 米級大型砂型鑄造 3D 打印機:2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現在三帝科技股份有限公司。
]]>Lire la navigation
- Tout d'abord, les 4 principaux points faibles du processus traditionnel de sable à grande échelle, comment faire face à l'impression 3D de 4 mètres ?
- Deuxièmement, analyse du c?ur de l'imprimante 3D à sable de 4 mètres de diamètre : paramètres et avantages techniques de la 3DPTEK-J4000
- Les 5 principaux avantages de l'impression 3D sur sable de 4 mètres : un coup de pouce direct à la compétitivité des entreprises
- Quatrièmement, 4 mètres d'impression 3D de sable, 4 grands scénarios d'application industrielle (avec des cas réels)
- V. Choisir la bonne solution : les services intégrés "équipement + écologique" de 3DPTEK
- Tendances futures de l'impression 3D de sable à grande échelle en 2025 : vers le "plus grand, plus intelligent".
- Conclusion : l'impression 3D de sable de 4 mètres ouvre une nouvelle ère pour la fabrication de pièces de grande taille.
Tout d'abord, les 4 principaux points faibles du processus traditionnel de sable à grande échelle, comment faire face à l'impression 3D de 4 mètres ?
La fabrication traditionnelle de sable à grande échelle (plus de 2 mètres) nécessite de multiples étapes de "fabrication du moule - désassemblage du noyau de sable - assemblage manuel", ce qui constitue un problème insoluble. L'impression 3D de sable de 4 mètres constitue une percée complète grace à un "processus intégré de moulage et numérique". L'impression 3D de sable de 4 mètres est une percée grace au "processus intégré de moulage et de numérisation" :
| Type de point de douleur | Statut de l'artisanat traditionnel | Solution d'impression 3D sur sable de 4 mètres |
| long délai d'exécution | 4 à 8 semaines pour produire un moule en sable de 4 mètres (2 à 4 semaines pour le moulage seul) | 2 à 5 jours pour réaliser l'ensemble de l'impression sur sable, ce qui réduit la durée du cycle complet 80% |
| Limites structurelles | Les canaux internes complexes, les structures à topologie optimisée nécessitent plus de 10 jeux de noyaux de sable pour être démontés et sont sujets à des erreurs d'assemblage. | Impression de structures complexes en une seule pièce, sans démontage, erreur ≤ 0,3 mm |
| co?t élevé | Les grands moules métalliques co?tent plus de 500 000 dollars et nécessitent 10 personnes par jour pour l'assemblage manuel. | Pas de co?ts de moulage, l'impression automatisée réduit la main-d'?uvre 80% |
| Taux de rebut élevé | Les lacunes dans la jonction des noyaux de sable entra?nent des défauts de coulée et un taux de rebut 15%-20% | Moulage en sable sans soudure + optimisation de la simulation pour réduire le taux de rebut à moins de 5% |

Deuxièmement, analyse du c?ur de l'imprimante 3D à sable de 4 mètres de diamètre : paramètres et avantages techniques de la 3DPTEK-J4000
1) Paramètre clé : répondre aux exigences d'un scénario complet pour les grandes pièces moulées
3DPTEK-J4000 En tant qu'équipement de référence dans l'industrie, il ne s'agit pas d'un simple agrandissement d'une petite imprimante, mais d'une conception exclusive pour la fabrication de sable à grande échelle avec les paramètres de base suivants :
- Taille maximale de moulageLes dimensions sont les suivantes : 4000 mm x 2000 mm x 1000 mm (peut imprimer un motif de sable entier de 4 mètres de long et de 2 mètres de large sans raccord) ;
- Type de processusInjection de liant par jet d'encre (3DP), convient aux sables de coulée spéciaux tels que le sable de quartz, le sable de céramique et le sable de céramique ;
- Précision et résolutionLes produits de l'industrie de l'emballage et de l'étiquetage : précision dimensionnelle ±0,3 mm, résolution de la buse 400 dpi, finition de surface jusqu'à Ra6,3μm ;
- épaisseur de la couche et efficacitéL'épaisseur de la couche peut être réglée entre 0,2 et 0,5 mm, et 2 à 3 séries de motifs de sable de taille moyenne (par exemple, des motifs de corps de pompe de 2 mètres de long) peuvent être imprimées en une seule journée ;
- Utilisation des matériaux100% de sable non durci recyclé avec moins de 5% de pertes de matériaux.


2. technologie de base : "moulage de zones flexibles sans sable" pour réduire les co?ts
Les machines conventionnelles de moulage en sable de 4 mètres nécessitent la fixation de grands bacs à sable, et une seule empreinte doit être remplie avec des dizaines de tonnes de sable, ce qui est extrêmement co?teux. Et 3DPTEK-J4000 Une percée a été réalisée avec la "Sandless Flexible Area Moulding Technology" (technologie de moulage sans sable de zones flexibles) :
- élimine le besoin d'un bac à sable fixe, ajuste dynamiquement la surface du lit de sable à la taille du motif de sable et réduit la quantité de sable 70% utilisée ;
- élimination de l'investissement dans l'infrastructure des grands bacs à sable (les bacs à sable traditionnels co?tent plus de 200 000 yuans) ;
- Le co?t d'achat de l'équipement est identique à celui de la classe de 2,5 mètres, avec un retour sur investissement supérieur de 50%.
Les 5 principaux avantages de l'impression 3D sur sable de 4 mètres : un coup de pouce direct à la compétitivité des entreprises
1. temps de cycle plus court 80%, saisir l'opportunité du marché
Il faut 6 semaines pour fabriquer un moule en sable de bloc moteur de 4 mètres par le processus traditionnel, mais 3DPTEK-J4000 ne prend que 3 jours pour achever l'impression, et le cycle complet, de la conception à la livraison du moulage, est compressé de 3 mois à 1 mois. Une entreprise de machinerie lourde l'a utilisé pour fabriquer un moule en sable pour une grande bo?te de vitesses. De nouveaux produits ont été mis sur le marché deux mois avant la date prévue, ce qui lui a permis de s'emparer de la part du segment de marché 30%.
2. vers un moulage intégré "surdimensionné + complexe
Il n'est pas nécessaire de prendre en compte les contraintes de "stripping" et de "splicing" des processus conventionnels, ce qui permet des conceptions difficiles :
- Aérospatiale : un carter de turbine de 4 mètres de long pour l'usine de production d'électricité de l'Union européenne.Canaux de refroidissement internes multicouches(Le processus traditionnel nécessite le fractionnement de 12 noyaux de sable, qui sont moulés en une seule fois par impression 3D) ;
- énergie : bride d'éolienne de 3 mètres de diamètreStructures de réduction de poids optimisées sur le plan topologique(Réduction de poids 20%, augmentation de la résistance 15%) ;
- Dans le domaine des machines industrielles : des corps de pompe de 4 mètres de long pour la production d'électricité.Structure de la vis sans fin(Pas de lacunes dans l'épissage, 8% d'augmentation de l'efficacité des fluides).
3. réduction des co?ts à long terme 40%, délai de récupération court
Malgré l'investissement initial élevé dans l'équipement, l'avantage en termes de co?ts est significatif lorsqu'il est calculé sur l'ensemble du cycle de vie :
- économiser le co?t des moules : les grandes pièces moulées doivent remplacer 2 à 3 jeux de moules par an ; l'impression 3D peut être complètement éliminée, ce qui permet d'économiser plus d'un million de yuans par an ;
- Réduction des pertes par rebut : une fonderie produisant du sable pour grandes vannes a vu son taux de rebut passer de 181 à 41 tonnes, ce qui lui a permis de réduire ses pertes annuelles de 500 000 yuans ;
- Inventaire numérique : les modèles de sable sont stockés sous forme de fichiers CAO, ce qui évite d'empiler des moules physiques dans l'entrep?t et permet d'économiser 100 m2 d'espace de stockage.
4. prendre en charge la production bimode "batch + custom".
L'espace de moulage de 4 mètres permet non seulement l'impression de grands moules en sable, mais aussi l'imbrication de petites pièces pour la production en série :
- 200 petits noyaux de corps de pompe peuvent être imbriqués en un seul tirage (les processus traditionnels nécessitent une production par lots) ;
- Prise en charge de l'impression mixte "1 jeu de grands motifs de sable + lot de petits noyaux de sable", ce qui augmente l'utilisation de l'équipement de 60% ;
- Réponse rapide aux besoins de personnalisation, les modifications de la conception ne nécessitant qu'une mise à jour du fichier CAO, sans qu'il soit nécessaire de procéder à une nouvelle modélisation.
5. respecter les exigences environnementales, contribuer à la production écologique
Les réglementations environnementales mondiales sont de plus en plus strictes (par exemple, la politique chinoise du "double carbone", les droits d'émission de carbone de l'UE), et l'impression 3D sur sable de 4 mètres répond aux besoins environnementaux par le biais de deux technologies principales :
- Utilisation de liants à faible teneur en COV (émissions inférieures à la norme nationale 60%) pour réduire la pollution de l'air ;
- Le sable 100% est recyclé et réutilisé, ce qui permet de réduire les émissions de déchets solides de plus de 100 tonnes par an, conformément aux exigences de la certification "usine verte".
Quatrièmement, 4 mètres d'impression 3D de sable, 4 grands scénarios d'application industrielle (avec des cas réels)
1) Véhicules automobiles et utilitaires : des composants essentiels pour les camions à énergie nouvelle
- Application : camion lourd à énergie nouvelle de 4 mètres de longBo?tier de moteur intégréLe moule en sable d'un gros bloc moteur ;
- Exemple : une entreprise automobile utilise 3DPTEK-J4000 L'impression du moule en sable de la coque du moteur permet de réduire le temps de cycle de 4 semaines à 3 jours, et le moulage ne présente aucun défaut au niveau de la paroi mince (2,5 mm), ce qui permet de réduire le poids du moteur de 30% et d'augmenter l'autonomie de 100 km.
2. aérospatiale et défense : grands composants structurels légers
- Application : 4 mètres de longEnveloppes de turbines de moteurs aéronautiquesLanceur de missiles Tank Sand Pattern ;
- Avantage : l'impression intégrée permet d'éviter les erreurs d'épissage des noyaux de sable, la précision dimensionnelle du moulage atteint le niveau CT7, ce qui permet de répondre aux exigences de l'aérospatiale en matière de "zéro défaut".
3) Machines industrielles et secteur de l'énergie : composants de base pour les équipements lourds
- Application : 4 mètres de longGrand corps de pompe Corps de vis sans finLe moulage en sable de bo?tiers de multiplicateurs d'éoliennes de 3 mètres de diamètre ;
- Cas : une entreprise de l'industrie lourde l'utilise pour imprimer le motif de sable du corps de la pompe, la finition de la surface du canal de fluide est améliorée de 50%, l'efficacité du corps de la pompe est améliorée de 75% à 82%, et la consommation d'énergie annuelle est économisée de 1,2 million de yuans.
4. dans le domaine de l'art et de l'architecture : sculptures en bronze surdimensionnées
- Demande : sculpture en bronze de 60 mètres de longMoules à sable segmentés(par exemple, la sculpture des "Neuf Chevaux" à Nanjing) ;
- Avantages : élimine le besoin de grandes moulures en bois, permet des textures artistiques complexes et réduit le cycle de production des sculptures de 1 an à 3 mois.
V. Choisir la bonne solution : les services intégrés "équipement + écologique" de 3DPTEK
Le succès de l'impression 3D sur sable de 4 mètres nécessite non seulement un équipement de haute qualité, mais aussi un soutien écologique complet. 3DPTEK fournit des solutions "de bout en bout" pour réduire la difficulté de la transformation de l'entreprise :
- Matériaux exclusifsPlus de 30 formulations de liants de sable (par exemple, liant à faible viscosité pour la coulée d'alliages d'aluminium, liant résistant aux températures élevées pour la coulée d'acier) pour garantir la qualité de la coulée ;
- logiciel intelligentIl est équipé d'un système de simulation de coulée, qui permet de simuler l'écoulement du liquide métallique, la contraction du refroidissement, d'optimiser à l'avance la conception du sable et de réduire le co?t des essais et des erreurs ;
- Service complet de traitementLes services d'assistance à la production sont complets, depuis la modélisation CAO jusqu'au post-traitement des pièces moulées, en passant par l'impression au sable, et la formation gratuite des opérateurs (dans les trois jours suivant la ma?trise de l'équipement) ;
- le service après-venteService porte-à-porte 24 heures sur 24 à domicile, 5 centres de service à l'étranger (Allemagne, états-Unis, Inde, etc.), cycle d'arrivée des pièces détachées ≤ 72 heures, pour assurer le fonctionnement du matériel tout au long de l'année ≥ 95%.
Tendances futures de l'impression 3D de sable à grande échelle en 2025 : vers le "plus grand, plus intelligent".
1. des percées continues en matière de taille : des dispositifs de 6 à 10 mètres sont en cours de développement
3DPTEK a entamé la recherche et le développement d'une imprimante à sable de 6 mètres de long, qui pourra à l'avenir imprimer des "hélices de navire de 8 mètres de long" et des "coques d'équipement nucléaire de 10 mètres de diamètre", éliminant ainsi complètement les défauts des grandes pièces moulées.
2) IA+impression 3D : permettre un contr?le intelligent de l'ensemble du processus
Système d'intelligence artificielle intégré pour une réalisation automatisée :
- Optimisation de la conception du sable (génération automatique de la structure optimale en fonction du matériau de coulée et des dimensions) ;
- Contr?le du processus d'impression (ajustement en temps réel du volume d'injection de liant pour éviter les fissures de sable) ;
- Prédiction de la qualité (les algorithmes d'IA prévoient les défauts éventuels des pièces moulées et ajustent le processus à l'avance).
3) Impression de matériaux composites : élargissement des limites d'application
à l'avenir, la machine pourra réaliser des impressions composites "sable + poudre métallique", en imprimant des revêtements métalliques résistants aux hautes températures sur des pièces clés du moule en sable (par exemple, la carotte de coulée).Alliage de titane, acier à très haute résistanceMoulage d'alliages réfractaires, élargissement de l'application dans le domaine de l'équipement haut de gamme.
Conclusion : l'impression 3D de sable de 4 mètres ouvre une nouvelle ère pour la fabrication de pièces de grande taille.
Pour les entreprises de fabrication lourde, l'imprimante 3D de moulage en sable de 4 mètres de large n'est plus une "nouveauté technologique" mais une "nécessité pour améliorer la compétitivité" - elle s'affranchit des contraintes de taille et de temps de cycle des processus traditionnels pour réaliser la triple percée "grande échelle + complexité + faible co?t". Elle s'affranchit des contraintes de taille et de temps de cycle des procédés traditionnels pour réaliser la triple percée "grande échelle + complexité + faible co?t".
La commercialisation d'équipements tels que le 3DPTEK-J4000 a permis d'accélérer le passage de la conception à la coulée dans les secteurs de l'automobile, de l'aérospatiale et des machines industrielles. à l'avenir, avec la recherche et le développement d'équipements de classe 6-10 mètres et l'intégration de la technologie de l'IA, la fabrication de grandes pièces moulées entrera dans une nouvelle phase de "numérisation complète, zéro défaut et écologisation", et les entreprises qui prendront l'initiative de mettre en place cette technologie auront un avantage absolu dans la concurrence du marché.
4 米級大型砂型鑄造 3D 打印機:2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現在三帝科技股份有限公司。
]]>砂型 3D 打印技術:2025 年重塑金屬鑄造行業,縮短 80% 周期 + 降本方案解析最先出現在三帝科技股份有限公司。
]]>Lire la navigation
- I. Qu'est-ce que l'impression 3D en sable ? Définition de base + caractéristiques du processus (distinction avec le moulage traditionnel)
- Deuxièmement, la fonderie doit utiliser l'impression 3D sur sable pour quatre raisons essentielles (pour résoudre les problèmes de l'industrie)
- Principe de l'impression 3D sur sable : 4 étapes de la conception au sable (automatisation complète du processus)
- Paramètres de l'imprimante 3D 3DPTEK Sand (applicable à différentes industries)
- Cinquièmement, l'impression 3D sur sable : 4 grands scénarios d'application industrielle (avec des cas concrets)
- Pourquoi choisir la solution d'impression 3D sur sable de 3DPTEK ? (4 compétences principales)
- Tendances futures de l'impression 3D sur sable en 2025 (3 directions à suivre)
- VIII. conclusion : l'impression 3D de sable n'est pas une "technologie optionnelle" mais un "outil de transformation indispensable".
I. Qu'est-ce que l'impression 3D en sable ? Définition de base + caractéristiques du processus (distinction avec le moulage traditionnel)
L'impression 3D sur sable est basée surPrincipes de la fabrication additiveLa technologie industrielle qui transforme les modèles CAO numériques directement en moules / noyaux en sable solide. Au lieu du processus traditionnel de "moulage - tournage du sable", le sable est déposé couche par couche par l'imprimante et durci par pulvérisation du liant. Le processus de noyautage est le suivantTechnologie de projection de liantLes modèles J1600Pro, J2500 et J4000 de 3DPTEK, par exemple, offrent des avantages significatifs par rapport au moulage conventionnel :
| dimension de comparaison | Impression 3D sur sable | Processus traditionnel de fabrication des moules |
| cycle de production | 24-48 heures | 2-4 semaines |
| Réalisation de structures complexes | Impression aisée des canaux internes et des pièces à parois minces | Difficile à réaliser, nécessité de séparer plusieurs carottes de sable |
| Co?ts d'outillage | Pas besoin de moules physiques, co?t 0 | Nécessité d'un moulage bois/métal sur mesure, co?t élevé |
| Utilisation des matériaux | 90% ou plus (sable non durci recyclable) | 60%-70% (beaucoup de déchets de coupe) |
| Flexibilité de la conception | Prise en charge de la modification en temps réel des modèles CAO pour une itération rapide | La modification de la conception nécessite une nouvelle modélisation et de longs délais. |
Deuxièmement, la fonderie doit utiliser l'impression 3D sur sable pour quatre raisons essentielles (pour résoudre les problèmes de l'industrie)
1. temps de cycle réduit 80%, réponse rapide aux exigences de la commande
Alors que les procédés traditionnels prennent de 2 à 4 semaines pour produire des moules en sable complexes (p. ex. corps de pompe, corps de turbine), l'impression 3D sur sable ne prend qu'un à deux jours. Particulièrement adapté pourMoulage de prototypes, personnalisation de petites séries, production de pièces de rechange d'urgenceScénario -- Une fonderie utilise le 3DPTEK J1600Pro pour imprimer des modèles de sable pour des corps de pompe, de la conception à la livraison, en seulement 36 heures, soit une réduction de 80% par rapport au processus traditionnel, ce qui permet de mettre les produits sur le marché deux semaines plus t?t.
2. dépasser les limites structurelles et réaliser des moulages difficiles
L'impression 3D de sable élimine la nécessité de penser aux questions de "libération", ce qui facilite la création de modèles qui seraient impossibles à réaliser avec les processus traditionnels :
- dans le domaine de l'aérospatialeCanaux de refroidissement internes des aubes de turbines(Le processus traditionnel nécessite le démontage de plus de 5 jeux de noyaux de sable, ce qui est susceptible d'entra?ner des erreurs d'assemblage) ;
- AutomobileBo?tier de moteur léger à parois minces(L'épaisseur de la paroi peut être aussi faible que 2 mm, le type de sable conventionnel étant susceptible de se fracturer) ;
- machines industriellesBo?tier de bo?te de vitesses à passages d'huile intégrés(Réduction du processus de post-per?age et du taux de rebut).
3. réduction des co?ts à long terme 40%, compensant les co?ts d'entrée des équipements
Malgré l'investissement initial plus élevé dans les imprimantes 3D à sable, l'avantage en termes de co?ts est significatif lorsqu'il est calculé sur l'ensemble du cycle de vie :
- éliminer le co?t du moulage (un grand jeu de moules en métal co?te plus de 100 000 dollars, ce qui peut être complètement éliminé grace à l'impression 3D) ;
- Réduction du taux de rebut (optimisation de la conception numérique et de la simulation, le taux de rebut de la coulée est passé de 15% à moins de 5%) ;
- Réduction des co?ts de main-d'?uvre (impression automatisée, pas besoin d'assembler manuellement plusieurs carottes de sable, 50% de main-d'?uvre en moins).
4. respecter les exigences en matière de protection de l'environnement et réaliser une production écologique
Alors que les réglementations environnementales sont de plus en plus strictes à l'échelle mondiale (par exemple, les normes REACH de l'UE), l'impression 3D sur sable répond au besoin de protection de l'environnement par le biais de deux technologies principales :
- adoptionLiant à faible émission(formulation exclusive de 3DPTEK avec des émissions de COV inférieures à la norme industrielle 50%) ;
- Le sable non durci peut être recyclé pour réduire la production de déchets solides et les co?ts de traitement de l'environnement.
Principe de l'impression 3D sur sable : 4 étapes de la conception au sable (automatisation complète du processus)
Le processus d'impression 3D de sable (technologie de jet de liant) est simple et hautement automatisé, sans intervention humaine complexe, et comporte les principales étapes suivantes :
- Conception numérique et simulationLes ingénieurs utilisent un logiciel de CAO pour construire le modèle de sable et le système de simulation de coulée 3DPTEK pour simuler le processus d'écoulement, de refroidissement et de retrait du métal liquide, afin d'optimiser le système de coulée du modèle de sable et la position de la colonne montante, de manière à éviter les défauts tels que les trous de retrait et la porosité dans les pièces coulées ;
- Moulage par impression couche par coucheL'imprimante dépose automatiquement du sable d'une épaisseur de 0,26 à 0,30 mm (sable de quartz / sable de chromite en option) puis, en fonction des données de découpage, pulvérise le liant sur la zone à durcir et construit la forme du sable couche par couche ;
- Durcissement et nettoyage du sableAprès l'impression, le moule en sable est laissé à durcir dans un environnement fermé pendant 2 à 4 heures, après quoi le sable non durci (qui peut être recyclé directement) est soufflé à l'aide d'air comprimé ;
- Moulage et post-traitementLe métal en fusion (aluminium, acier, alliages de cuivre, etc.) est versé dans le moule en sable, qui est ensuite refroidi, fissuré, retiré et fini - le tout sans intervention humaine dans le processus de moulage en sable.
Paramètres de l'imprimante 3D 3DPTEK Sand (applicable à différentes industries)
3DPTEK, en tant que marque leader dans l'industrie, a lancé plusieurs modèles d'imprimantes à sable, couvrant les besoins de moulage de petite à très grande taille, avec les paramètres de base suivants :
| modèles | Taille d'impression (L × L × H) | épaisseur de la couche | Scénarios applicables | Convient pour la coulée d'alliages |
| 3DPTEK-J1600Pro | 1600×1000×600mm | 0,26-0,30 mm | Moules en sable de petite et moyenne taille (par exemple, bo?tiers de moteur, petits corps de pompe) | Alliage d'aluminium, fonte |
| 3DPTEK-J2500 | 2500×1500×800mm | 0,26-0,30 mm | Moules en sable de taille moyenne à grande (par exemple, carters de bo?tes de vitesses, carters de turbines) | Acier, alliages de cuivre |
| 3DPTEK-J4000 | 4000×2000×1000mm | 0,28-0,32 mm | Moules en sable surdimensionnés (par exemple, hélices de bateaux, grandes vannes) | Acier inoxydable, alliages spéciaux |
Points fortsTous les modèles prennent en charge les formulations personnalisées "sable + liant", et 3DPTEK dispose de plus de 30 formulations propriétaires pour répondre aux besoins des différents alliages (par exemple, moulage d'alliage d'aluminium pour un liant à faible viscosité, moulage d'acier pour un sable résistant aux températures élevées).
Cinquièmement, l'impression 3D sur sable : 4 grands scénarios d'application industrielle (avec des cas concrets)
1) Le secteur automobile : un soutien essentiel pour la transition vers l'électrification
- Scénarios d'application :Bo?tier de moteur refroidi à l'eau pour véhicule électrique, plateau de batterie léger, moulage en sable. ;
- Exemple : un fabricant de camions électriques commerciaux a utilisé le 3DPTEK J2500 pour imprimer un motif de sable pour le bo?tier du moteur, obtenant ainsi une conception de "canal de refroidissement intégré" qui a augmenté l'efficacité thermique du moteur de 30%, tout en réduisant le poids du bo?tier de 25% et en augmentant l'autonomie de 50 km.
2. industrie aérospatiale : moulage de haute précision de pièces complexes
- Scénarios d'application :Aubes de turbines, chambres de combustion de moteurs aéronautiques, moulage en sable. ;
- Avantage : la précision dimensionnelle du moule en sable atteint le niveau CT7, ce qui répond à l'exigence de "zéro erreur" pour les pièces aéronautiques, tout en évitant la mise au rebut des pales causée par les erreurs d'assemblage des noyaux en sable traditionnels.
3) Industrie des machines industrielles : composants de base pour les grands équipements
- Scénarios d'application :Moulage en sable de grosses pompes et de bo?tiers de compresseurs. ;
- Exemple : une entreprise de l'industrie lourde a utilisé le système 3DPTEK J4000 pour imprimer un modèle de corps de pompe en sable de 4 mètres de long. Le processus traditionnel nécessite la production de trois jeux de moules en métal (pour un co?t de plus de 300 000 yuans), l'impression 3D élimine directement le co?t des moules, et le cycle de production est ramené de quatre semaines à trois jours.
4) Industrie de l'énergie et de la marine : fabrication de pièces moulées de très grande taille
- Scénarios d'application :Moulage en sable d'une hélice de navire et d'une coque d'éolienne. ;
- Avantage : la largeur d'impression de 4 mètres du modèle J4000 permet d'imprimer de très grands moules en sable en une seule fois, ce qui élimine la nécessité de réaliser des raccords et réduit les défauts de fermeture des moules dans les pièces coulées.
Pourquoi choisir la solution d'impression 3D sur sable de 3DPTEK ? (4 compétences principales)
1. couverture de l'équipement sur l'ensemble du site, adaptée aux différentes exigences en matière de capacité
Des machines compactes de 1,6 mètre (J1600Pro) aux méga-machines de 4 mètres (J4000), pourDe la production expérimentale en petits lots à la production de masse à grande échelleLe J1600Pro est disponible pour les petites et moyennes fonderies avec une capacité de 5 à 8 moules par jour, et le J4000 est disponible pour les grandes fonderies avec une capacité de 2 à 3 moules extra-larges par jour.
2. une formule de matériaux exclusive pour garantir la qualité du moulage
3DPTEK compte plus de 30granule – Formulation exclusive pour les agents de liaisonLa conception est optimisée pour différents alliages :
- Coulée d'alliage d'aluminium : liant à faible viscosité, bonne perméabilité au sable, réduction de la porosité de la coulée ;
- Moulage en acier : liant à haute résistance, résistance à la température élevée du moule en sable (plus de 1500℃), évitant les défauts du poin?onnage au sable ;
- Coulée d'alliage de cuivre : liant à faible teneur en cendres pour éviter les inclusions à la surface de la coulée.
3. une assistance technique intégrée pour réduire la difficulté de la transition
Fournir un soutien complet au processus "équipement + logiciel + service" :
- gratuitLogiciel de simulation de coulée(Optimiser la conception du sable et réduire les co?ts liés aux essais et aux erreurs) ;
- Le centre de technologie de coulée interne peut aider les clients à effectuer des essais sur le sable et à déboguer le processus de coulée ;
- Fournir une formation à l'opérateur (instruction 1 à 1 pour assurer le fonctionnement de l'équipement dans les 3 jours).
4. un réseau mondial de service après-vente pour assurer la stabilité de la production
L'équipement a été débarqué dans plus de 20 pays d'Europe, d'Asie, du Moyen-Orient, etc. et la vitesse de réaction du service après-vente est rapide :
- Service national de porte à porte 24 heures sur 24 (48 heures pour les régions éloignées) ;
- 5 centres de service à l'étranger (Allemagne, Inde, états-Unis, etc.) pour un remplacement rapide des pièces détachées ;
- Entretien gratuit du matériel 2 fois par an pour prolonger la durée de vie du matériel (durée moyenne de plus de 8 ans).
Tendances futures de l'impression 3D sur sable en 2025 (3 directions à suivre)
1. l'impression AI+3D pour un moulage sans défaut
L'avenir de l'impression 3D sur sable sera intégréAI Système d'optimisation de la conception-- En entrant les paramètres de coulée (matériau, taille, exigences de performance), l'IA peut automatiquement générer la structure optimale du sable, tout en surveillant en temps réel le processus d'impression, en ajustant la quantité d'injection de liant, l'épaisseur de la couche de sable, afin d'éviter les fissures, la densité inégale et d'autres problèmes dans le modèle de sable, pour atteindre la production "zéro défaut ! ".
2. le recyclage du sable en circuit fermé avec un taux d'utilisation des matériaux de 98%
exploiter (une ressource)Système de récupération automatique du sableEn outre, le sable non traité et le vieux sable seront criblés, décontaminés et recyclés, et le taux d'utilisation des matériaux passera de 90% actuellement à plus de 98%, ce qui permettra de réduire encore le co?t des matériaux et de se conformer aux exigences de la politique "Double Carbone".
3) L'impression de matériaux composites multiples pour élargir les limites des applications
L'imprimante 3D à sable du futur permettra l'impression de composites "sable + poudre métallique", c'est-à-dire l'impression de revêtements métalliques dans des zones clés du modèle de sable (par exemple, les portes) afin d'améliorer la résistance à la température élevée du modèle de sable et de s'adapter à l'évolution de l'environnement et de l'économie.Acier à ultra-haute résistance, alliages de titaneMoulage d'alliages réfractaires, applications en expansion dans l'aérospatiale et les équipements haut de gamme.
VIII. conclusion : l'impression 3D de sable n'est pas une "technologie optionnelle" mais un "outil de transformation indispensable".
Dans l'industrie de la fonderie, de plus en plus concurrentielle, "réponse rapide, structure complexe, réduction des co?ts verts" est devenue une compétence essentielle - l'impression 3D sur sable en réduisant le temps de cycle de 80%, en réalisant des conceptions difficiles et en réduisant les co?ts à long terme de 40%. et aider les fonderies à dépasser les contraintes des processus traditionnels.
3DPTEK, en tant que leader de l'impression 3D sur sable, fournit des solutions personnalisées pour les fonderies de différentes tailles grace à de multiples modèles d'équipement, des formulations de matériaux exclusives et un support technique intégré. Que ce soit dans les secteurs de l'automobile, de l'aérospatiale, des machines industrielles ou de l'énergie, choisir l'impression 3D sur sable, c'est choisir le double avantage de la "réduction des co?ts et de l'efficacité + leadership technologique", qui est également le principal moyen pour les fonderies de survivre en 2025 et au-delà.
砂型 3D 打印技術:2025 年重塑金屬鑄造行業,縮短 80% 周期 + 降本方案解析最先出現在三帝科技股份有限公司。
]]>工業級 SLS 3D 打印機:復雜零件精密制造的革新方案,2025 年技術解析與行業應用最先出現在三帝科技股份有限公司。
]]>Lire la navigation
- I. Qu'est-ce qu'une imprimante 3D SLS de qualité industrielle ? Définition de base et caractéristiques techniques
- 4 avantages essentiels pour les fabricants qui choisissent l'impression 3D SLS de qualité industrielle
- Matériaux de base pour l'impression 3D SLS de qualité industrielle : plus que le nylon, les matériaux pour les applications de moulage deviennent un nouveau point chaud
- L'impression 3D SLS de qualité industrielle : de la conception au produit fini en 5 étapes
- V. Applications industrielles de l'imprimante 3D SLS : scénarios types dans 4 domaines majeurs
- étude de cas : un fournisseur automobile européen utilise l'impression 3D SLS pour réduire ses co?ts de 40% et augmenter son efficacité de 70%
- Imprimante 3D SLS de qualité industrielle 3DPTEK : pourquoi est-elle le choix préféré de l'industrie ?
- VIII Tendances futures de l'impression 3D SLS industrielle en 2025 : 3 directions d'intérêt
- IX. Conclusion : l'impression 3D SLS de qualité industrielle, plus qu'une "imprimante", un outil pour l'innovation dans la fabrication
I. Qu'est-ce qu'une imprimante 3D SLS de qualité industrielle ? Définition de base et caractéristiques techniques
Les imprimantes 3D SLS de qualité industrielle utilisent un laser très puissant pourNylon, polymères composites, sables/cires de coulée spéciauxIl s'agit d'un équipement de qualité industrielle pour la fusion sélective de matériaux en poudre et d'autres matériaux afin de construire des pièces solides en 3D couche par couche. Ses principales caractéristiques techniques sont très différentes de celles des équipements SLS de bureau :
| dimension de comparaison | Imprimante 3D SLS de qualité industrielle | Appareils SLS de bureau |
|---|---|---|
| Espace de formation | Grand (certains modèles jusqu'à 1000 mm) | peu |
| efficacité de la production | élevée, favorise la production de masse | Faible taux d'impression, essentiellement en une seule pièce |
| Qualité des pièces | Stable et conforme aux normes de production de masse | Précision moindre, adaptée au prototypage |
| Compatibilité des matériaux | Hiro (plastiques techniques, sable de coulée, cire) | étroite (principalement poudre de nylon de base) |
En outre, l'impression SLS de qualité industrielle ne nécessite aucune structure de support (la poudre non frittée soutient naturellement la pièce), ce qui permet de réaliser facilement des choses impossibles avec les procédés traditionnels.Canaux internes complexes, structure en treillis léger, composants actifsMoulure tout-en-un.
4 avantages essentiels pour les fabricants qui choisissent l'impression 3D SLS de qualité industrielle
Dans les secteurs de l'aérospatiale, de l'automobile, de la médecine, de la fonderie et d'autres domaines, la technologie SLS de qualité industrielle est devenue la clé de l'amélioration de la productivité et de l'innovation ; les principaux avantages sont décrits dans les quatre points suivants :
1. pas de limite supérieure à la liberté de conception, ce qui permet de s'affranchir des limites traditionnelles du processus
Aucune structure de support n'est nécessaire, ce qui permet aux ingénieurs de concevoir des produits de qualité.Cavités internes complexes, pièces mobiles intégrées, construction légère à topologie optimisée-- tels que les pièces structurelles creuses dans l'aérospatiale et les composants complexes dans les moteurs automobiles, sont difficiles à réaliser avec les procédés traditionnels tels que l'usinage CNC et le moulage par injection.
2. solidité des pièces conformes aux normes, directement utilisées dans des scénarios de production de masse
Les pièces imprimées par SLS ne sont pas des "prototypes", mais des pièces finies dotées d'une fonctionnalité utile. Couramment utilisées, les pièces imprimées parPA12 (nylon 12), PA11 (nylon 11), nylon renforcé de fibres de verreCes matériaux, dont les propriétés mécaniques sont proches de celles des pièces moulées par injection et qui présentent une excellente résistance aux produits chimiques et aux chocs, peuvent être directement utilisés dans des scénarios de production de masse tels que les pièces intérieures d'automobiles et les outils médico-chirurgicaux.
3. délai de production réduit 70%, réponse rapide à la demande du marché
Du modèle CAO à la pièce finie, l'impression SLS de qualité industrielle est tout ce qu'il faut.3-7 joursC'est beaucoup plus rapide que la fabrication traditionnelle de moules, qui prend généralement des semaines. Pour la validation des prototypes par l'équipe de R&D, la production personnalisée de petits lots et le réapprovisionnement d'urgence en pièces détachées, cet avantage permet de raccourcir considérablement le délai de mise sur le marché et de saisir l'opportunité du marché.
4. soutenir l'intensification et la transition de la production afin de réduire les co?ts
Les dispositifs SLS de qualité industrielle peuvent imbriquer des dizaines, voire des centaines de pièces en un seul tirage, ce qui les rend idéaux pourProduction de masse en petites sériesIl peut également être utilisé comme outil de "fabrication intermédiaire", en utilisant le SLS pour produire rapidement des pièces transitoires avant de s'engager dans des moules d'injection co?teux, en évitant le risque d'investissement dans les moules et en réduisant les co?ts de production initiaux.
Matériaux de base pour l'impression 3D SLS de qualité industrielle : plus que le nylon, les matériaux pour les applications de moulage deviennent un nouveau point chaud
Lorsqu'il s'agit de matériaux SLS, le nylon est la première chose qui vient à l'esprit, mais les équipements de qualité industrielle sont devenus compatibles avec plusieurs matériaux et les matériaux spécialisés, en particulier dans le secteur de la fonderie, sont à l'origine de la transformation numérique des processus de fonderie traditionnels :
1) Sable de fonderie : production directe de moules et de noyaux pour la coulée des métaux
en combinantSable de quartz / Sable céramiqueMélangée à un liant spécial pour le frittage laser, l'imprimante SLS de qualité industrielle peut imprimer directement des modèles de sable et des noyaux pour le moulage des métaux :
- Convient pour les corps de pompe, les corps de turbine, les blocs de moteur automobile, etc.Moulages complexes à cavité interne. ;
- élimine le besoin de moules traditionnels en bois/métal, réduisant ainsi les co?ts d'outillage et les délais de mise en ?uvre ;
- Le moule en sable présente une grande précision dimensionnelle (erreur ≤0,1 mm) et une surface lisse, ce qui améliore le taux de rendement de la coulée.
2) Cire de coulée : production efficace de moules en cire pour le moulage à la cire perdue
Les appareils SLS de qualité industrielle peuvent imprimerCire de coulée à faible teneur en cendresIl est utilisé pour le moulage à la cire perdue d'aubes de turbines d'avion, de bijoux et de matériel de précision, par opposition à l'usinage CNC traditionnel de moules en cire :
- Faible rugosité de surface (Ra≤1,6μm) pour répondre aux besoins de moulage de pièces de précision ;
- Teneur en cendres <0,1%, pas de résidus lors du déparaffinage de la coulée, évite les défauts de coulée ;
- Temps de cycle de production réduit 50%, adapté à la production rapide de petites quantités de moules en cire de précision.
Recommandations relatives à l'équipement de moulage industriel SLS de 3DPTEK
En tant que marque leader dans l'industrie, 3DPTEK propose des modèles spécialisés pour les scénarios de fonderie, adaptés aux besoins de la production industrielle :
- Imprimante 3D SLS SandLa longueur de moulage peut atteindre 1000 mm, ce qui permet la production en masse de moules en sable de coulée de grande taille et convient à la coulée de grandes pièces mécaniques ;
- Imprimante 3D de modèles en cire SLSImpression à haute résolution (épaisseur de couche de 0,08 mm), compatible avec les formules de cire de coulée standard pour une intégration transparente dans les processus traditionnels de coulée à la cire perdue.
L'impression 3D SLS de qualité industrielle : de la conception au produit fini en 5 étapes
Le processus d'impression SLS de qualité industrielle est hautement automatisé, avec un processus de base en 5 étapes qui élimine le besoin d'une intervention manuelle complexe :
- Conception 3D et prétraitementLa conception de la pièce est réalisée dans un logiciel de CAO, la structure est optimisée par un logiciel spécial (par exemple, augmentation de l'épaisseur de la paroi, disposition de l'imbrication) et un fichier STL est généré, qui est reconnu par l'appareil SLS ;
- Pose de poudreL'équipement dépose automatiquement le matériau en poudre de manière uniforme sur la plate-forme de moulage, l'épaisseur de la couche étant contr?lée à un niveau de 0,5 à 0,5 mm.0,08-0,35 mm(réglable avec précision) ;
- Frittage sélectif par laserLe balayage laser à haute puissance basé sur la trajectoire de la section transversale de la pièce fusionne et solidifie les particules de poudre pour former une structure de pièce monocouche ;
- s'empiler couche par coucheL'étape du frittage laser est répétée jusqu'à ce que la pièce soit entièrement formée ;
- Refroidissement et poudrageLes pièces sont refroidies lentement dans un environnement fermé (pour éviter les déformations) et la poudre non frittée est éliminée après refroidissement (recyclable, avec un taux d'utilisation des matériaux supérieur à 90%).
V. Applications industrielles de l'imprimante 3D SLS : scénarios types dans 4 domaines majeurs
Avec les avantages d'une grande précision, d'une grande compatibilité et d'une production rapide, la technologie SLS de qualité industrielle s'est imposée dans de nombreuses industries clés, et les scénarios d'application typiques sont les suivants :
1. l'aérospatiale : allier légèreté et haute fiabilité
- donner naissance à un enfantConduits légers, composants de traitement de l'airLa structure en treillis est optimisée pour réduire le poids de la pièce 30%-50% tout en maintenant sa résistance ;
- Fabrication de composants structurels complexes de satellites, de supports intérieurs d'avions sans assemblage, ce qui réduit le risque de défaillance.
2. automobile : prototypage rapide combiné à une production en faible volume
- Phase de R&D : impression rapideBo?tier, support, prototype de tableau de bordLa conception est validée en 3 jours, ce qui raccourcit le cycle de développement ;
- Phase de production en série : production en petits lots de pièces personnalisées pour l'intérieur des véhicules et de pièces de rechange pour l'entretien, ce qui évite d'investir dans des moules et réduit les co?ts.
3. domaine médical : personnalisation et sécurité à la fois
- personnalisationModèles anatomiques spécifiques aux patients(par exemple, les modèles de planification chirurgicale orthopédique) pour aider les médecins à élaborer des plans chirurgicaux précis ;
- Fabrication d'instruments orthopédiques et d'outils chirurgicaux personnalisés, avec des matériaux répondant aux normes de qualité médicale et de biocompatibilité.
4) Secteur de la fonderie : promouvoir la transformation numérique des processus traditionnels
- Grandes pièces métalliques moulées : impression directe de moules en sable / de noyaux pour des pièces complexes telles que des corps de pompe et des carters de turbine ;
- Moulage de pièces de précision : impression de moules en cire à faible teneur en cendres pour le moulage à la cire perdue de pièces de précision telles que les pales de turbines d'avion, les bijoux, etc.
étude de cas : un fournisseur automobile européen utilise l'impression 3D SLS pour réduire ses co?ts de 40% et augmenter son efficacité de 70%
Un équipementier automobile européen avait besoin d'un gabarit personnalisé pour une tache de production à court terme. La solution traditionnelle consistait à recourir à l'usinage CNC, ce qui nécessitait un délai de 10 jours et des co?ts d'équipement élevés.Imprimante 3D SLS de qualité industrielle 3DPTEKAprès :
- Sélection du matériau : la poudre PA12 à haute résistance est utilisée, la résistance de la pièce répond aux exigences de l'utilisation de l'outillage ;
- Cycle de production : de la conception au produit fini, il ne faut que 3 jours, soit 70% de moins que l'usinage CNC ;
- Contr?le des co?ts : pas besoin de moules ni d'usinage complexe, ce qui réduit les co?ts globaux de 40% ;
- Résultat : achèvement réussi d'une courte série de production et vérification de la faisabilité de la technologie SLS dans la fabrication d'outils.
Imprimante 3D SLS de qualité industrielle 3DPTEK : pourquoi est-elle le choix préféré de l'industrie ?
Parmi les nombreuses marques d'équipements SLS industriels, 3DPTEK est devenu un choix populaire pour les entreprises de fabrication grace à son concept de conception "orienté vers la production de masse", qui se reflète dans ses compétences de base en 4 points :
- Grande taille et grande vitesse à la foisCertains modèles ont une longueur de moulage allant jusqu'à 1 000 mm, ce qui permet de produire des pièces surdimensionnées. Parallèlement, la vitesse d'impression est supérieure de 20% à la moyenne de l'industrie, ce qui améliore l'efficacité de la production de masse ;
- Haute compatibilité multimatériauxIl peut être adapté à une large gamme de matériaux tels que les plastiques techniques, le sable de coulée, la cire de coulée, etc., de sorte qu'une seule machine peut répondre aux besoins de plusieurs scénarios ;
- Solutions complètesLa Commission européenne : Elle propose une large gamme de produits allant des périphériques d'impression aux systèmes de gestion de l'information et de la communication.Logiciel de simulation de coulée, équipement de post-traitementLa solution tout-en-un élimine le besoin d'outils tiers supplémentaires ;
- Support technique mondialService après-vente : service complet couvrant l'installation de l'équipement, la formation à l'utilisation et la maintenance après-vente afin d'assurer un fonctionnement stable de la ligne de production.
VIII Tendances futures de l'impression 3D SLS industrielle en 2025 : 3 directions d'intérêt
Avec les progrès de la science des matériaux et de la technologie d'automatisation, l'impression SLS industrielle évoluera vers une plus grande efficacité, une application plus large et une meilleure qualité, et les trois grandes tendances sont évidentes pour l'avenir :
- Vitesse d'impression accrue sans sacrifier la précisionLa vitesse d'impression sera augmentée de plus de 50% grace à l'optimisation de la puissance du laser et à la technologie de frittage multi-laser simultané, tout en maintenant une précision élevée de 0,08 mm ;
- Extension des catégories de matériauxLes matériaux composites à haute température (tels que les poudres à base de PEEK) et les poudres composites à base de métal seront progressivement introduits, ce qui élargira l'application de la technique SLS dans les scénarios à haute température et à haute résistance ;
- Production intelligente en boucle ferméeLe système intégré de surveillance en temps réel contr?le le processus d'impression grace à des algorithmes d'intelligence artificielle et ajuste automatiquement les paramètres du laser afin d'obtenir une production de masse "sans défaut" et de réduire les taux de rebut.
IX. Conclusion : l'impression 3D SLS de qualité industrielle, plus qu'une "imprimante", un outil pour l'innovation dans la fabrication
Les imprimantes 3D SLS de qualité industrielle ne sont plus seulement des "machines de prototypage", mais des machines "conception-production-application" capables de relier l'ensemble du processus de conception-production-application.Solutions de niveau de productionLa technologie SLS peut être utilisée dans l'industrie aérospatiale pour l'allègement et les applications automobiles. Qu'il s'agisse d'exigences de légèreté dans l'aérospatiale, de temps de réponse rapides dans l'industrie automobile, de personnalisation dans le domaine médical ou de numérisation dans l'industrie de la fonderie, la technologie SLS de qualité industrielle offre des solutions efficaces et rentables.
Pour les entreprises de fabrication, le choix du bon équipement SLS de qualité industrielle, tel que les modèles de moulage sable/cire de 3DPTEK, permet non seulement d'améliorer la productivité, mais aussi de dépasser les limites des processus traditionnels et de saisir le terrain propice à l'innovation - ce qui est la valeur fondamentale de l'impression 3D SLS de qualité industrielle dans l'avenir de la fabrication.
工業級 SLS 3D 打印機:復雜零件精密制造的革新方案,2025 年技術解析與行業應用最先出現在三帝科技股份有限公司。
]]>En tant que propriétaire d'une fonderie, rencontrez-vous souvent cette situation ?
--Les clients veulent faire de petites quantités de pièces d'essai, faire un moule en métal à 200 000, le résultat de la commande n'est que de 50 pièces, un calcul a révélé que le co?t du moule est plus élevé que l'argent gagné, on ne peut qu'abandonner la commande !
--Le client a passé une commande pour une pièce aérospatiale avec une structure en nid d'abeille, et l'erreur d'assemblage du noyau de sable traditionnel était plus grande que la taille de la pièce.
--Des concurrents utilisant l'impression 3D ont pris des commandes de batteries automobiles bien connues, leur propre offre est inférieure à celle des autres 30% ou n'a pas remporté l'appel d'offres, et ils se sont finalement renseignés sur la livraison des autres plus rapide que la n?tre de 2 mois, très désemparés !
--Les clients ne bougent pas pour modifier la conception, plus de 300 jeux de moules de rebut s'empilent dans l'entrep?t, la vérification des comptes a révélé que le stock de moules occupait la moitié d'une année de bénéfices, ce qui est trop douloureux à go?ter !
--Les clients ont envoyé une structure complexe des pièces et ont déclaré que le prix n'était pas un problème. Une évaluation a révélé que le processus de moulage traditionnel ne pouvait pas être réalisé, et que l'on ne pouvait que renoncer à des commandes à si forte valeur ajoutée !
Ci-dessous, nous aidons tous les patrons, un par un, à faire la part des choses. Un article pour vous permettre de bien comprendre la technologie d'impression 3D de moulage en sable !
Qu'est-ce que l'impression 3D sur sable ?
L'impression 3D à partir de sable est une technologie relativement nouvelle. Pour faire simple, elle s'apparente à des blocs de construction, avec un matériau spécial qui s'empile couche par couche à partir du sable de coulée.
Dans le passé, la méthode traditionnelle de fabrication de moules en sable pouvait nécessiter la fabrication d'un moule, puis l'utilisation du moule pour le fa?onner, ce qui est un processus compliqué, et qui peut être particulièrement difficile et co?teux si vous souhaitez fabriquer des moules en sable aux formes très étranges et complexes. L'impression 3D sur sable est différente : elle fonctionne à partir d'un modèle 3D sur votre ordinateur. Vous entrez les données du modèle 3D du moule con?u dans l'imprimante 3D, et l'imprimante, en fonction de la forme et de la structure du modèle, met du sable spécial ou des matériaux semblables au sable, couche par couche, de manière précise et collée, comme si vous utilisiez d'innombrables "feuilles de sable" très minces pour construire progressivement un modèle de sable complet. De cette manière, quelle que soit la complexité de la forme, tant qu'elle peut être con?ue par ordinateur, elle peut être imprimée, et la vitesse est assez rapide, et il n'est pas nécessaire de fabriquer des moules complexes comme dans la méthode traditionnelle, ce qui permet d'économiser beaucoup de temps et d'argent.
Principe de l'imprimante 3D à sable
L'impression 3D en sable est généralement réalisée à l'aide deJets de liant (BJ)Les principes de base sont les suivants :
- répandre du sableL'imprimante étale un sable de coulée spécifique (par exemple du sable de silice, du sable céramique ou du sable enrobé) de manière uniforme sur la plate-forme d'impression.
- liant de pulvérisationLes buses de pulvérisation pulvérisent avec précision le liant selon un modèle informatique (données CAO) pour lier les grains de sable entre eux dans une zone spécifique.
- s'accumuler de fa?on répétéeLa plate-forme est abaissée, le sable est à nouveau étalé et le liant est pulvérisé, durcissant et moulant couche par couche jusqu'à ce que l'ensemble de l'impression de sable soit achevé.
- retraiterL'opération consiste à éliminer le sable non lié, à durcir et à nettoyer le moule en sable imprimé, qui peut ensuite être utilisé pour la coulée de métal.
Quels sont les principaux problèmes auxquels répond l'impression 3D de moulage en sable ?
L'existence ou la naissance de chaque technologie doit avoir sa "mission". Communément appelée solution à un problème spécifique, pour répondre à la demande du marché, c'est la valeur de son existence. Ci-dessous, nous jetons un coup d'?il sur la technologie d'impression 3D du sable pour résoudre les problèmes épineux rencontrés dans le moulage traditionnel, comme suit :
- Fabrication de pièces de forme complexeLe sable imprimé en 3D peut facilement transformer des formes complexes en réalité sur la base de modèles numériques, qu'il s'agisse d'un bloc moteur automobile concave et convexe dense ou d'une structure bionique subtile de l'enveloppe extérieure d'un dispositif médical, qui peut être parfaitement reproduite.
- long délai de productionLe moulage traditionnel en sable nécessite un long processus de conception des moules, de fabrication des moules, de débogage des moules, etc., et le cycle de fabrication des moules à grande échelle dépasse souvent plusieurs mois. L'impression 3D du sable ne nécessite pas la fabrication de moules, et imprime directement selon le modèle numérique, et les modifications de conception ne peuvent être effectuées qu'en manipulant le modèle sur l'ordinateur et en réimprimant le modèle, ce qui raccourcit considérablement le cycle de production. Par exemple, dans le cadre de la recherche et du développement d'un nouveau bloc moteur pour l'industrie automobile, il faut au moins deux semaines pour refaire le moule traditionnel, alors que l'impression 3D du sable peut être achevée le jour même de l'impression du nouveau modèle et être mise en ?uvre le lendemain.
- Difficulté à contr?ler les co?tsLa fabrication traditionnelle de moules de fonderie génère d'importants déchets de matériaux, le taux d'utilisation des moules complexes est inférieur à 30%, et les co?ts de main-d'?uvre sont élevés. L'impression 3D de sable à la demande, un sable précis, un taux d'utilisation des matériaux supérieur à 90%, réduit les déchets. Un degré élevé d'automatisation du processus d'impression peut réduire les co?ts de main-d'?uvre. Prenons l'exemple d'une petite fonderie dont la capacité de production annuelle est de 5 000 pièces de moulage de petits raccords de tuyauterie. Après l'introduction du sable imprimé en 3D, le co?t des matériaux sera réduit de 150 000 yuans par an, et le co?t de la main-d'?uvre sera réduit de 200 000 yuans.
- Faible précision des pièces mouléesLe moule en sable traditionnel en raison de l'usure du moule, l'erreur d'ajustement de la surface de séparation, l'écart de taille de la coulée est souvent plus de ±1mm, la surépaisseur d'usinage ultérieur, le gaspillage de matériaux, et enclin au desserrement local, l'emprisonnement de sable et d'autres défauts, ce qui entra?ne des propriétés mécaniques inégales des pièces moulées. Modèle de sable d'impression 3D par le modèle numérique de l'entra?nement précis, la précision de la taille du sable jusqu'à ±0,5mm ou moins, peut atteindre une compacité uniforme, pour éviter le sable desserré inégale, et en même temps optimiser le processus de solidification pour réduire de manière significative les trous de retrait, le retrait, pour assurer une qualité interne fiable de la coulée. En même temps, le processus de solidification est optimisé pour réduire de manière significative les trous de retrait et le relachement du retrait, ce qui garantit une qualité interne stable et fiable des pièces moulées.
- Pression environnementale élevéeLa fabrication traditionnelle de moules de fonderie produit une grande quantité de déchets métalliques, de déchets plastiques et de déchets de sable de traitement. La production de sable d'impression 3D, le sable inutilisé peut être recyclé et réutilisé, il y a très peu de déchets, et le processus d'impression ne nécessite pas un grand nombre de liants chimiques, ce qui réduit l'émission de gaz dangereux et améliore l'environnement de l'atelier. Selon les statistiques, après l'utilisation de sable d'impression 3D, les émissions de déchets de la fonderie ont été réduites de plus de 80%, la poussière et les concentrations de gaz nocifs atteignent les normes environnementales.
Comment une fonderie évalue-t-elle la nécessité d'acheter une imprimante 3D à sable ?
Le prix d'une imprimante 3D à sable n'est pas bon marché (en général, plus la taille est grande, plus le prix est élevé), l'achat est relativement prudent, en particulier pour les petites et moyennes fonderies. Afin d'aider les patrons à évaluer s'il est nécessaire d'acheter, nous avons compilé quelques points d'évaluation ci-dessous, pour donner aux patrons de fonderies traditionnelles une référence, et ensuite en fonction de leur propre situation pour décider d'acheter ou non :
exigence de production
- Complexité du produitSi les fonderies produisent souvent des pièces moulées aux formes complexes, aux structures fines ou aux canaux internes, telles que les pales de moteurs d'avion, les blocs-cylindres d'automobiles, etc.
- Taille et volume de la productionPour les petites pièces moulées à plusieurs variantes, les imprimantes 3D à sable offrent la souplesse nécessaire pour changer rapidement de produit sans avoir besoin de moules, ce qui permet de réduire les co?ts et la durée du cycle. Toutefois, pour les pièces moulées à grande échelle et à variété unique, les procédés traditionnels peuvent s'avérer plus rentables.
- Exigences en matière de délai de livraisonLes imprimantes 3D à sable permettent de réduire les délais d'exécution et de répondre plus rapidement aux commandes si le client a des délais d'exécution stricts.
rentabilité
- Investissements en matérielLe co?t d'achat d'une imprimante 3D à sable, les co?ts d'installation et de mise en service, ainsi que les co?ts de maintenance doivent être pris en compte.
- co?t de fonctionnementLes co?ts d'impression : ils comprennent les matériaux d'impression, la consommation d'énergie, les co?ts de main-d'?uvre, etc. Comparez le processus de moulage traditionnel et analysez les co?ts d'exploitation élevés et faibles à long terme.
- gain potentielConsidérez les avantages potentiels de l'utilisation d'imprimantes 3D à sable en termes d'amélioration de la qualité des produits, de réduction des temps de cycle et de diminution des taux de rebut.
capacité technique
- Compétences des employésLes entreprises de l'industrie de l'impression 3D ont besoin d'être formées à la technologie de l'impression 3D et de recruter des spécialistes.
- Support techniqueComprendre la capacité d'assistance technique du fournisseur d'équipement, et notamment si les services tels que l'installation et la mise en service, la formation et la réparation des pannes sont rapides et efficaces.
concurrence du marché
- Tendances de l'industrieSi les concurrents l'utilisent déjà et en tirent un avantage, les fonderies devront peut-être envisager de l'acheter pour rester compétitives.
- besoin du clientL'achat d'imprimantes 3D à sable peut contribuer à répondre aux besoins des clients qui souhaitent voir les fonderies adopter des technologies de pointe pour améliorer la qualité et la productivité des produits et accro?tre leur compétitivité sur le marché.
exigences environnementales
- Si les exigences locales en matière de protection de l'environnement sont strictes, le processus de moulage traditionnel est soumis à de fortes pressions en termes de traitement des déchets de sable et d'émission de gaz d'échappement, etc. Les imprimantes 3D à sable peuvent aider les entreprises à répondre aux exigences en matière de protection de l'environnement grace aux avantages d'une utilisation élevée des matériaux et d'une faible quantité de déchets.
Quel type de talent est nécessaire pour l'impression 3D sur sable ?
étant donné que de nombreuses entreprises de fonderie traditionnelles peuvent ne pas être équipées de professionnels de l'impression 3D et du moulage en sable, nous avons spécialement rassemblé la position des travailleurs qui doivent avoir quels aspects des compétences et des taches professionnelles habituelles, de sorte que les usines dans le recrutement de faire référence.
Exigences professionnelles :
- Ingénierie mécanique, science des matériaux, ingénierie des fonderies, fabrication additiveet d'autres professions connexes ;
- Une bonne connaissance de la technologie de l'impression 3D sur sable (Binder Jetting) et une expérience dans l'utilisation de l'équipement connexe sont préférables ;
- Expertise dans l'utilisation deLogiciels de CAO et de modélisation 3D (par exemple SolidWorks, AutoCAD, Magics, etc.)Les candidats doivent posséder des compétences de base en matière de traitement de l'information ;
- Compréhension du processus de moulage, connaissance des propriétés du sable, du processus de post-traitement et analyse des défauts de moulage courants ;
- Capacité à entretenir et à dépanner les équipements et à résoudre de manière autonome les problèmes courants liés à leur fonctionnement ;
- Bon esprit d'équipe, capable de travailler en étroite collaboration avec les ingénieurs en fonderie et l'équipe de production afin d'optimiser le processus de production ;
- Forte capacité d'apprentissage pour saisir rapidement les nouvelles technologies et vif intérêt pour l'application de la fabrication additive dans l'industrie de la fonderie.
Description de l'emploi
- être en charge deImprimante 3D à sableles opérations quotidiennes, y compris la mise en service des équipements, l'exécution des travaux d'impression et le contr?le de la qualité ;
- Traitement des données d'impression 3D, y compris l'optimisation du modèle CAO, le découpage en tranches et le réglage des paramètres d'impression ;
- Superviser le processus d'impression pour s'assurer que la qualité du moule en sable répond aux exigences de moulage et que le post-traitement nécessaire (par exemple, nettoyage, durcissement, etc.) est effectué ;
- Responsable de la maintenance des équipements, du dépannage et de la résolution des problèmes liés au processus d'impression afin de garantir un fonctionnement stable des équipements ;
- Collaborer avec l'équipe chargée de la technologie de coulée pour optimiser le processus d'impression 3D des moules en sable afin d'améliorer la qualité de la coulée et l'efficacité de la production ;
- Rechercher et introduire de nouveaux matériaux et processus afin d'améliorer continuellement l'application de l'impression 3D sur sable dans la production de pièces moulées ;
- Responsable de la formation interne du personnel à la technologie de l'impression 3D afin d'améliorer le niveau technique global de l'équipe.
résumés
En résumé, la technologie d'impression 3D sur sable offre de nombreuses possibilités et de nombreux changements pour les fonderies traditionnelles. Elle peut résoudre efficacement le processus de moulage traditionnel confronté à des problèmes de fabrication de pièces de formes complexes, à un cycle de production long, à la difficulté de contr?ler les co?ts, à une mauvaise précision de moulage, ainsi qu'à la pression de la protection de l'environnement et à une série de questions épineuses. Grace à une évaluation complète de la demande de production, de la rentabilité, des capacités techniques, de la concurrence du marché et des exigences environnementales, les propriétaires de fonderies peuvent juger de manière plus scientifique et rationnelle de l'opportunité d'introduire une imprimante 3D à sable. équipés d'un personnel technique professionnel, ils doivent veiller à ce que cette technologie soit intégrée en douceur dans la fonderie, afin d'obtenir des performances maximales.
Sur le marché de plus en plus concurrentiel de la fonderie, prendre l'initiative d'adopter les nouvelles technologies, apporter activement des changements, peut être en mesure de saisir la première occasion de réaliser la transformation et la mise à niveau des entreprises et le développement durable. Pour les fonderies traditionnelles, la technologie de l'impression 3D sur sable n'est pas seulement un changement technologique, mais aussi une percée dans le développement des goulets d'étranglement, l'amélioration de la compétitivité de base de l'occasion parfaite. J'espère que tous les patrons de fonderie pourront combiner la situation réelle de leurs propres entreprises, peser pleinement le pour et le contre, afin de prendre la décision la plus appropriée pour le développement à long terme de l'entreprise, de sorte que l'entreprise dans la marée des temps à surfer sur les vagues, la navigation vers un marché plus large de la mer bleue.
]]>1. répondre aux limites des procédés de moulage traditionnels
Difficulté à mouler des structures complexes
Les procédés de moulage conventionnels se heurtent souvent à d'énormes difficultés techniques et à des co?ts élevés lorsqu'il s'agit de fabriquer des moules en sable de formes complexes. Par exemple, les pales des moteurs d'avion ont généralement des canaux de refroidissement fins et complexes à l'intérieur, et le processus traditionnel de fabrication de ces moules est extrêmement difficile. Grace à la modélisation numérique et à la technologie d'impression couche par couche, l'imprimante 3D à sable peut facilement fabriquer des moules en sable de formes complexes, ce qui réduit considérablement les contraintes techniques et les co?ts.
La production sur mesure est limitée
Avec l'essor de la consommation personnalisée et des marchés de niche, la demande de pièces moulées personnalisées en petites séries conna?t une croissance explosive. Cependant, le processus de moulage traditionnel, avec ses co?ts élevés d'ouverture de moules et son long cycle de personnalisation, répond difficilement aux besoins de réponse rapide du marché. Les imprimantes 3D à sable ne nécessitent pas de moules et sont capables de concevoir et d'imprimer rapidement des modèles de sable selon les spécifications, les formes et les exigences de performance particulières des clients, ce qui améliore considérablement la flexibilité et l'efficacité de la production personnalisée.

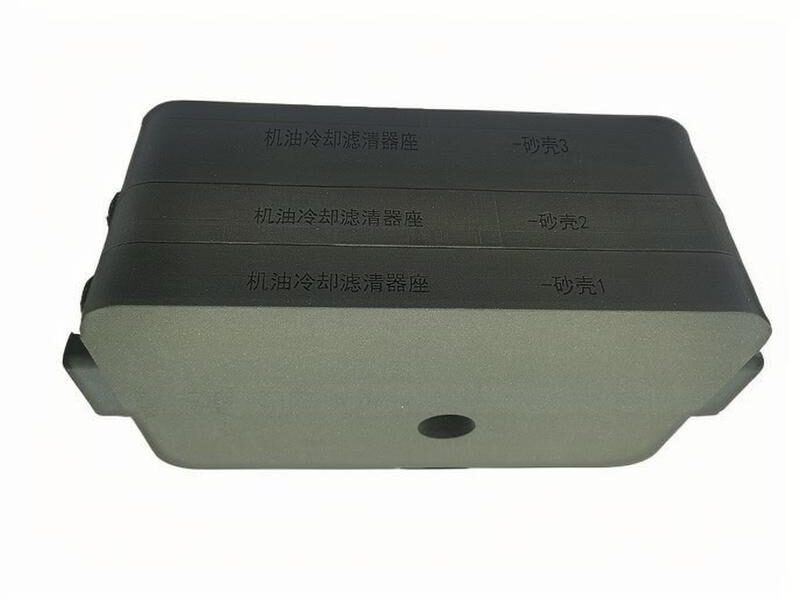


2. améliorer l'efficacité de la production et la ma?trise des co?ts
long délai de production
Le moulage traditionnel en sable nécessite un long processus de conception, de fabrication et de mise en service des moules, le cycle de fabrication des grands moules dépassant souvent plusieurs mois. Le cycle de fabrication des grands moules dépasse souvent plusieurs mois. Au cours de cette période, des modifications de la conception ou des défauts du moule peuvent également entra?ner des retouches, ce qui prolonge encore le cycle de production. Les imprimantes 3D à sable ne nécessitent pas la fabrication de moules et impriment directement à partir de modèles numériques, ce qui permet de raccourcir considérablement le cycle de développement des produits et d'améliorer l'efficacité de la production.
Difficulté à contr?ler les co?ts
Dans le processus traditionnel de fabrication des moules de fonderie, le gaspillage de matériaux est important et le taux d'utilisation des matériaux des moules complexes est inférieur à 30%. En outre, des mouleurs aux modélistes et aux réparateurs de moules, l'apport de main-d'?uvre est important, ce qui augmente encore les co?ts. Imprimante 3D à sable : impression à la demande, sable précis, taux d'utilisation des matériaux supérieur à 90%. Haut degré d'automatisation dans le processus d'impression, réduction des co?ts de main-d'?uvre, réduction significative des co?ts de production.
3. améliorer la qualité des produits
Faible précision dimensionnelle
En raison de l'usure du moule, des erreurs d'ajustement du plan de joint et d'autres problèmes, la déviation de la taille de la pièce moulée dépasse souvent ± 1 mm, ce qui entra?ne une surépaisseur d'usinage et un gaspillage de matériau. L'imprimante 3D à sable, grace à la précision du modèle numérique, permet d'obtenir une précision de ± 0,5 mm ou moins, ce qui réduit le processus d'usinage et les co?ts.
Qualité interne inégale
Le modèle de sable traditionnel est sujet au relachement local, au piégeage du sable et à d'autres problèmes, ce qui se traduit par des propriétés mécaniques inégales des pièces moulées, sujettes aux fissures et à d'autres défauts. L'imprimante 3D à sable permet d'obtenir une compacité uniforme, d'éviter que le sable ne se détache de manière irrégulière et, en même temps, d'optimiser le processus de solidification, de réduire de manière significative les trous de retrait et les retassures, de garantir une qualité interne stable et fiable des pièces moulées, d'améliorer les performances du produit et sa durée de vie.
4. les avantages environnementaux
La fabrication traditionnelle de moules de fonderie produit une grande quantité de déchets métalliques et plastiques, et les déchets de sable s'accumulent après le traitement du sable. La capacité annuelle de l'usine étant de 10 000 tonnes de pièces moulées, les émissions annuelles de déchets de sable dépassent 5 000 tonnes, ce qui représente un co?t de traitement élevé et une pollution de l'environnement. Avec l'imprimante 3D à sable, le sable inutilisé peut être recyclé et réutilisé, ce qui réduit considérablement les déchets. En outre, le processus d'impression ne nécessite pas un grand nombre de liants chimiques, ce qui réduit l'émission de gaz nocifs et améliore l'environnement de l'atelier.
5. les raisons pour lesquelles les fonderies méritent des imprimantes 3D à sable
Amélioration de l'efficacité de la production
Les imprimantes 3D Sand peuvent répondre rapidement à la demande du marché et sont particulièrement adaptées à la remodélisation fréquente de produits en petites séries. Elle permet aux fonderies de répondre rapidement aux besoins de personnalisation des clients et d'améliorer la satisfaction de la clientèle et la compétitivité du marché. Parallèlement, l'imprimante 3D à sable prend en charge la production de masse, ce qui permet d'imprimer un grand nombre de modèles de sable de haute qualité en peu de temps afin de répondre aux besoins de la production de masse et d'améliorer l'efficacité et le rendement de la production.
Réduction des co?ts de production
La technologie d'impression 3D de sable imprime directement des modèles de sable sans ouvrir de moules, ce qui réduit considérablement le co?t de l'ouverture des moules, et convient particulièrement aux besoins de production de petits lots et de structures complexes. En outre, l'équipement d'impression 3D sur sable peut être utilisé avec une simple formation et ne nécessite pas une grande synergie de main-d'?uvre, ce qui peut réduire efficacement la dépendance à l'égard des travailleurs qualifiés, de sorte que les fonderies peuvent facilement faire face au problème du recrutement difficile et de la main-d'?uvre co?teuse.
Améliorer la qualité des produits
Les imprimantes 3D Sand sont plus précises, comme la3DPTEKL'utilisation d'équipements d'impression 3D permet d'améliorer considérablement la précision dimensionnelle des pièces moulées, d'augmenter sensiblement le taux de réussite des produits, de réduire le taux de rebut et de permettre à la fonderie d'utiliser ses ressources de manière plus efficace. Dans le même temps, les moules en sable imprimés en 3D ont une meilleure précision et une meilleure qualité de surface, ce qui réduit la quantité de travail de pon?age et de finition, rend le processus de production plus propre et améliore la qualité des produits et la cohérence du processus.
Optimiser la gestion de la production
De conception compacte, l'imprimante 3D à sable présente un faible encombrement et une grande souplesse d'installation, ce qui lui permet de répondre aux différentes exigences d'agencement des sites des petites et moyennes fonderies. La solution de production modulaire peut également aider l'entreprise à s'étendre facilement et à réaliser un couplage multi-machines. Une partie de l'imprimante 3D à sable est équipée d'un système de surveillance numérique, qui permet aux responsables d'entreprise de suivre la progression de la production et l'état des équipements en temps réel, afin d'obtenir un processus de production entièrement contr?lable, les données relatives au fonctionnement des équipements peuvent être automatiquement stockées pour faciliter l'optimisation des stratégies de production.




6) Remarques finales
L'émergence des imprimantes 3D à sable résout non seulement de nombreux problèmes liés au processus de moulage traditionnel, mais offre également des opportunités sans précédent à l'industrie de la fonderie. Elle offre aux fonderies une forte compétitivité en améliorant l'efficacité de la production, en réduisant les co?ts de production, en améliorant la qualité des produits et en optimisant la gestion de la production. Avec les progrès constants de la technologie, les imprimantes 3D à sable joueront un r?le de plus en plus important dans l'avenir de l'industrie manufacturière, promouvant l'industrie de la fonderie vers une direction plus efficace, plus respectueuse de l'environnement et plus intelligente.
]]>